

RP tehnoloogia tutvustus
Rapid Prototyping (RP) on uus tootmistehnoloogia, mis v?eti esmakordselt kasutusele Ameerika ühendriikidest 1980ndate l?pus. See ühendab kaasaegsed teadus- ja tehnoloogiasaavutused, nagu CAD-tehnoloogia, arvjuhtimistehnoloogia, lasertehnoloogia ja materjalitehnoloogia, ning on arenenud tootmistehnoloogia oluline osa. Erinevalt traditsioonilistest l?ikamismeetoditest kasutatakse kiirprototüüpimisel vormimismehhanismi, milles kihilised materjalid asetatakse kolmem??tmelise osa prototüübi t??tlemiseks. Esiteks viilutab kihistamistarkvara detaili CAD-geomeetria vastavalt teatud kihi paksusele ja hangib rea kontuuriteavet. Kiirprototüüpimismasina vormimispead juhib juhtimissüsteem vastavalt kahem??tmelisele kontuuriteabele. Tahkestatud v?i l?igatud, et moodustada erinevatest osadest ?hukesed kihid ja asetatud automaatselt kolmem??tmelisteks üksusteks
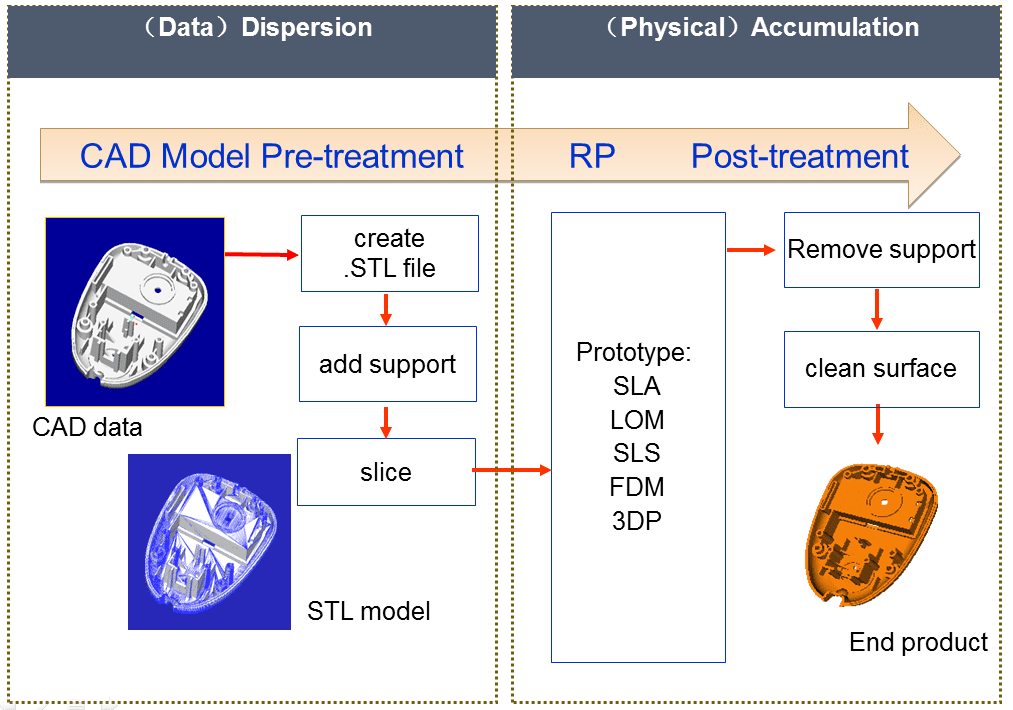
Lisandite tootmine
Erinevalt traditsioonilisest redutseerivast tootmisest kasutab RP tahkete mudelite t??tlemiseks kihtide kaupa materjali akumulatsiooni meetodit, mist?ttu seda nimetatakse ka lisatootmiseks (AM) v?i Layered Manufacturing Technology (LMT).
RP tehnika omadused
HV?ga paindlik, suudab see toota mis tahes keeruka struktuuriga 3D-mudeleid ja tootmiskulud on peaaegu s?ltumatud toote keerukusest.
CAD-mudeli otsejuhtimine, vormimisprotsess on t?ielikult digitaalne, pole vaja spetsiaalseid kinnitusvahendeid ega t??riistu ning projekteerimine ja tootmine (CAD/CAM) on v?ga integreeritud.
Hsuur t?psus, ±0,1%
Hv?ga redutseeriv, v?imeline tegema v?ga peeneid detaile, ?hukesi seinu
Mvana pinna kvaliteet on suurep?rane
Fast kiirust
Hv?ga automatiseeritud: protsess on t?ielikult automatiseeritud, protsess ei vaja inimese sekkumist ja seadmed v?ivad olla j?relevalveta
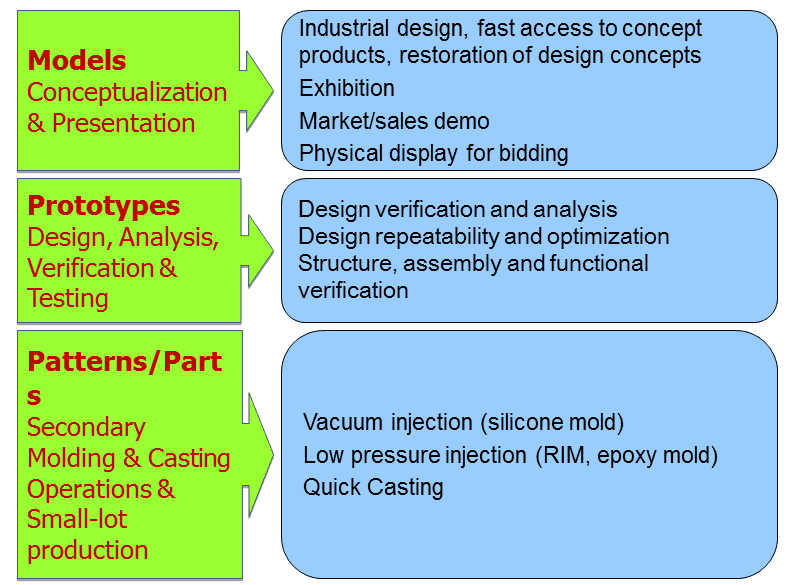
RP-tehnoloogia rakendused
RP-tehnoloogiat kasutatakse laialdaselt j?rgmistes valdkondades:
Mudelid (kontseptualiseerimine ja esitlus):
T??stusdisain, kiire juurdep??s kontseptsioonitoodetele, disainikontseptsioonide taastamine, n?itus jne.
Prototüübid (disain, analüüs, kontrollimine ja testimine):
Disaini kontrollimine ja analüüs, disaini korratavus ja optimeerimine jne.
Mustrid/osad (teisesed vormimis- ja valuoperatsioonid ning v?ikeste partiide tootmine):
Vaakumpritse (silikoonvorm), madalr?hu sissepritse (RIM, epoksüvorm) jne.
?
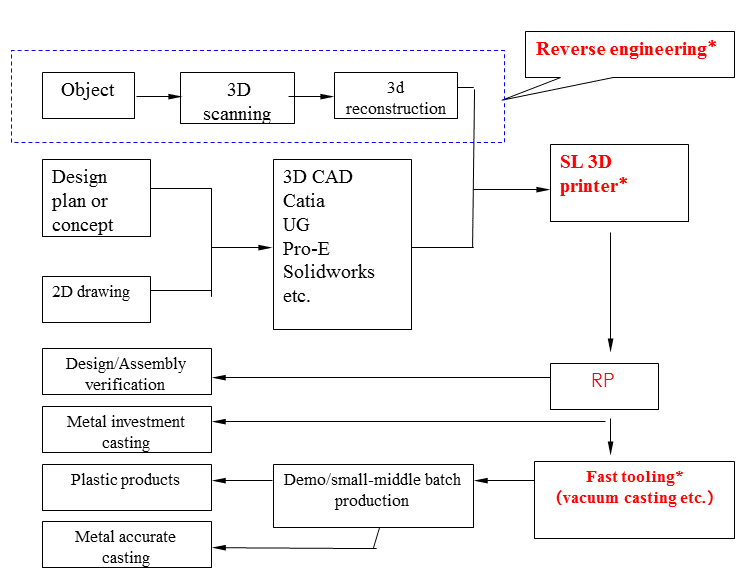
RP taotlemise protsess
Taotlusprotsess v?ib alata kas objektist, 2D joonistest v?i lihtsalt ideest. Kui saadaval on ainult objekt, on esimene samm objekti skannimine, et saada CAD-andmed, minna revese inseneriprotsessi v?i lihtsalt muudatuse v?i muutmise juurde ja seej?rel alustada RP protsessi.
Kui 2D-joonised v?i idee on olemas, tuleb minna spetsiaalse tarkvara abil 3D-modelleerimisprotseduuri ja seej?rel 3D-printimise protsessi juurde.
P?rast RP-protsessi saate hankida tahke mudeli funktsionaalseks testimiseks, koostetestiks v?i minna muudele valamise protseduuridele vastavalt klientide tegelikele vajadustele.
?
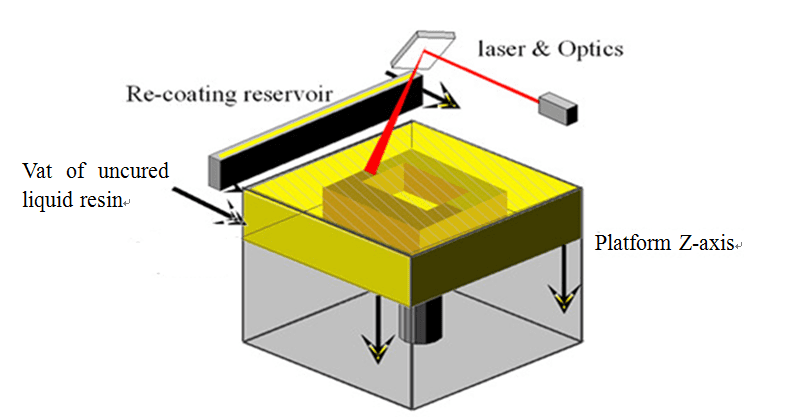
SL-tehnoloogia tutvustus
Kodumaine nimetus on stereolitograafia, tuntud ka kui laserk?vastuv kiirprototüüpimine. P?him?te on j?rgmine: laser fokusseeritakse vedela valgustundliku vaigu pinnale ja skaneeritakse vastavalt detaili ristl?ike kujule, nii et see k?veneb valikuliselt punktist jooneni kuni pinnani, et l?petada ühe k?venemise l?petamine. kiht, seej?rel langetatakse t?steplatvorm ühe kihi paksuse v?rra ning kaetakse uuesti uue kihiga vaiguga ja kuivatatakse laseriga, kuni moodustub kogu tahke mudel.
SHDM-i SL 3D-printerite eelis
Hk?rge kasutegur ja maksimaalne kiirus v?ib ulatuda400g/hja tootlikkus 24 tunni jooksul v?ib ulatuda 10 kg-ni.
Large ehitusmahud, saadaolev suurus on360 * 360 * 300 (mm), 600 * 600 * 400 (mm), 800 * 800 * 550 (mm),1600*800*550 (mm)ja muud kohandatud ehitusmahud.
Mmaterjali j?udlus on odav ja k?rgelt t?iustatud tugevuse, vastupidavuse ja k?rge temperatuurikindluse aspektides, sobib insenerirakendusteks.
Om??tmete t?psus ja stabiilsus on m?rgatavalt paranenud.
MJuhttarkvaras saab korraga t??delda mitut osa ja seal on t?iuslik osade isekoostamise funktsioon.
Ssobib v?ikeste partiide tootmiseks.
UErineva mahuga vaigupaakide nique nest tehnoloogia, trükkida saab 1 kg vaiku, mis sobib eriti h?sti uurimis- ja arendustegevuseks.
Rvahetatav vaigupaak, erinevat vaiku saab kergesti vahetada.
搜索
復(fù)制
Vahetatav vaigupaak
T?mmake ainult v?lja ja lükake sisse, saate printida erinevat vaiku.
3DSL-seeria vaigupaak on vahetatav (va 3DSL-800). 3DSL-360 printeril on vaigupaak sahtli re?iimiga, vaigupaagi vahetamisel on vaja vaigupaak p?hja alla lasta ja kaks lukustusriivi t?sta ning vaigupaak v?lja t?mmata. P?rast vaigupaagi p?hjalikku puhastamist valage uus vaik, seej?rel t?stke lukustusrivid ja lükake vaigupaak printerisse ja lukustage h?sti.
3DSL 600 on sama vaigupaagi süsteemiga. Vaigupaagi all on 4 trumlit, mis h?lbustavad v?ljat?mbamist ja sisselükkamist.
?
搜索
復(fù)制
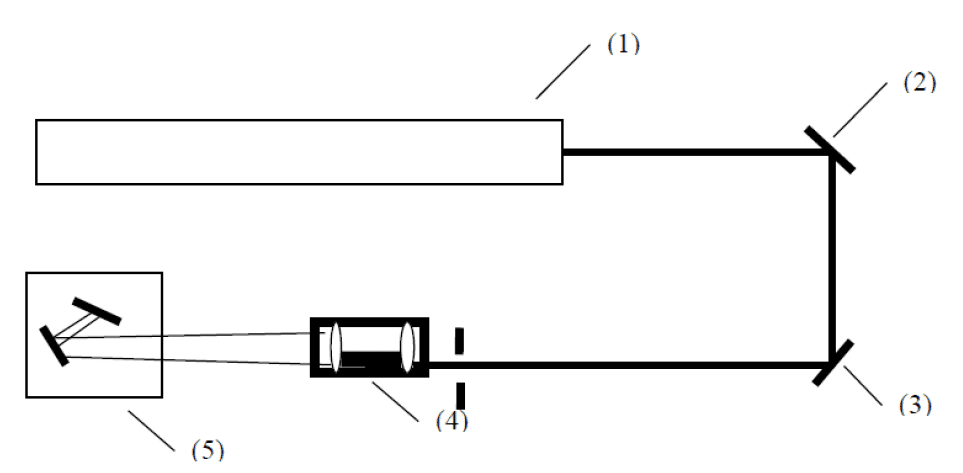
Optiline süsteem - V?imas tahke laser
3DSL-seeria SL 3D-printerid kasutavad v?imsat tahke laserseadet3Wja pideva v?ljundlaine pikkus on 355 nm. V?ljundv?imsus on 200-350 mw, ?hkjahutus ja vesijahutus on valikulised.
(1). Laserseade
(2). Helkur 1
(3). Helkur 2
(4). Tala laiendaja
(5). Galvanomeeter
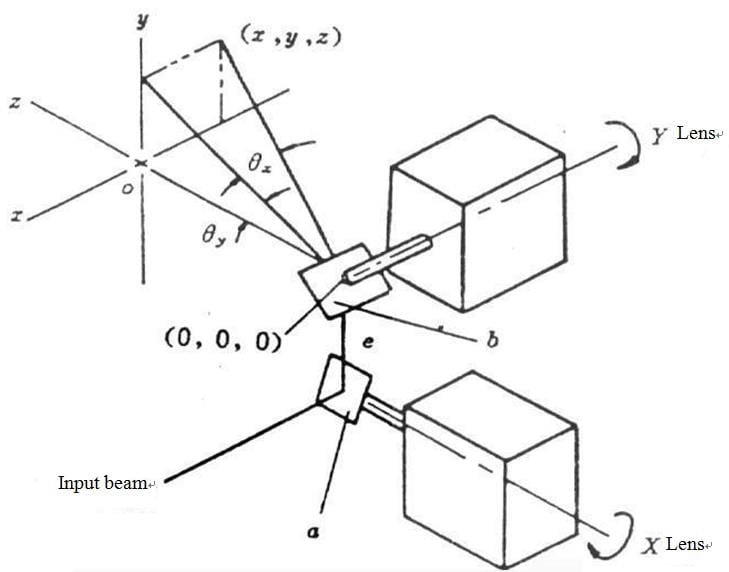
K?rge efektiivsusega galvanomeeter
Maksimaalne skannimiskiirus:10000mm/s
Galvanomeeter on spetsiaalne p??rlev mootor, selle p?hiteooria on sama mis voolum??turil, kui teatud vool l?bib m?hist, kaldub rootor teatud nurga all ja l?bipaindenurk on v?rdeline vooluga. Seega nimetatakse galvanomeetrit ka galvanomeetri skanneriks. Kaks vertikaalselt paigaldatud galvanomeetrit moodustavad kaks skaneerimissuunda X ja Y.
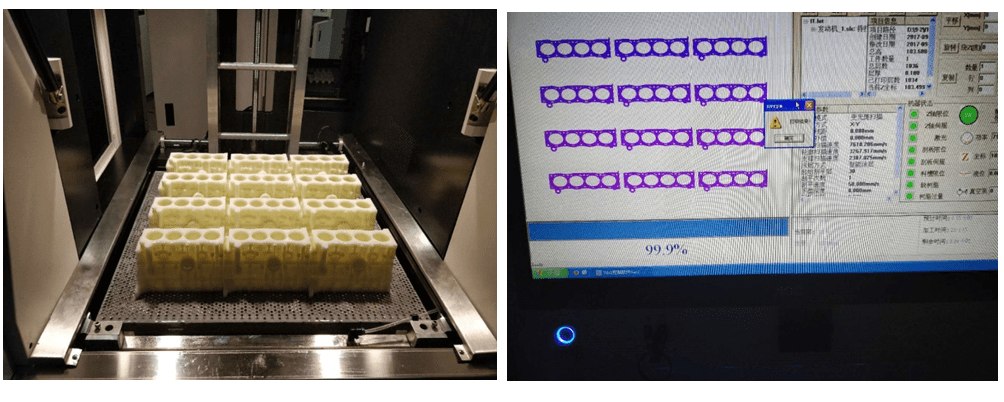
Tootlikkuse test-auto mootoriplokk
Testimisosa on auto mootoriplokk, osa suurus: 165mm × 123mm × 98,6mm
Osa maht: 416cm3, printige korraga 12 tükki
Kogukaal on umbes 6500 g, paksus: 0,1 mm, t?mbekiirus: 50 mm/s,
L?petamiseks kulub 23 tundi,keskmine 282g/h
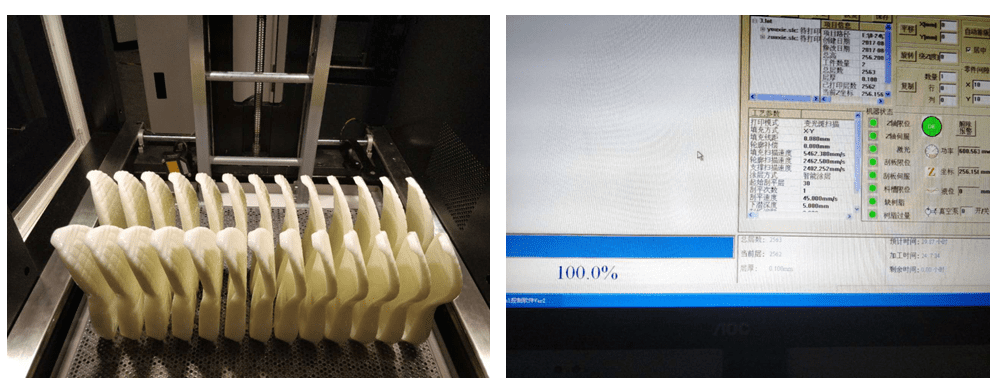
Tootlikkuse test- jalatsitallad
SL 3D-printer: 3DSL-600
Trüki korraga 26 jalatsitalda.
L?petamiseks kulub 24 tundi
Keskmiselt 55 minühe kingatalla jaoks
搜索
復(fù)制
Laadige alla bro?üür
Kasutusalad






Haridus
Kiired prototüübid
Auto
Valamine
Kunst Disain
Meditsiiniline
Postitusaeg: 23. jaanuar 2024