

RP-teknologian k?ytt??notto
Rapid Prototyping (RP) on uusi valmistustekniikka, joka otettiin ensimm?isen kerran k?ytt??n Yhdysvalloista 1980-luvun lopulla. Se yhdist?? nykyaikaiset tieteelliset ja tekniset saavutukset, kuten CAD-teknologian, numeerisen ohjaustekniikan, lasertekniikan ja materiaalitekniikan, ja on t?rke? osa edistynytt? valmistustekniikkaa. Perinteisist? leikkausmenetelmist? poiketen nopeassa prototyyppien valmistuksessa k?ytet??n muodostusmekanismia, jossa kerrostetut materiaalit asetetaan p??llekk?in kolmiulotteisen osan prototyypin koneistamiseksi. Ensinn?kin kerrostusohjelmisto viipaloi osan CAD-geometrian tietyn kerrospaksuuden mukaan ja saa joukon ??riviivatietoja. Pikaprototyyppikoneen muotoilup??t? ohjaa ohjausj?rjestelm? kaksiulotteisen ??riviivainformaation mukaan. Kiinteytet??n tai leikataan ohuiksi kerroksiksi eri osista ja asetetaan automaattisesti kolmiulotteisiksi kokonaisuuksiksi
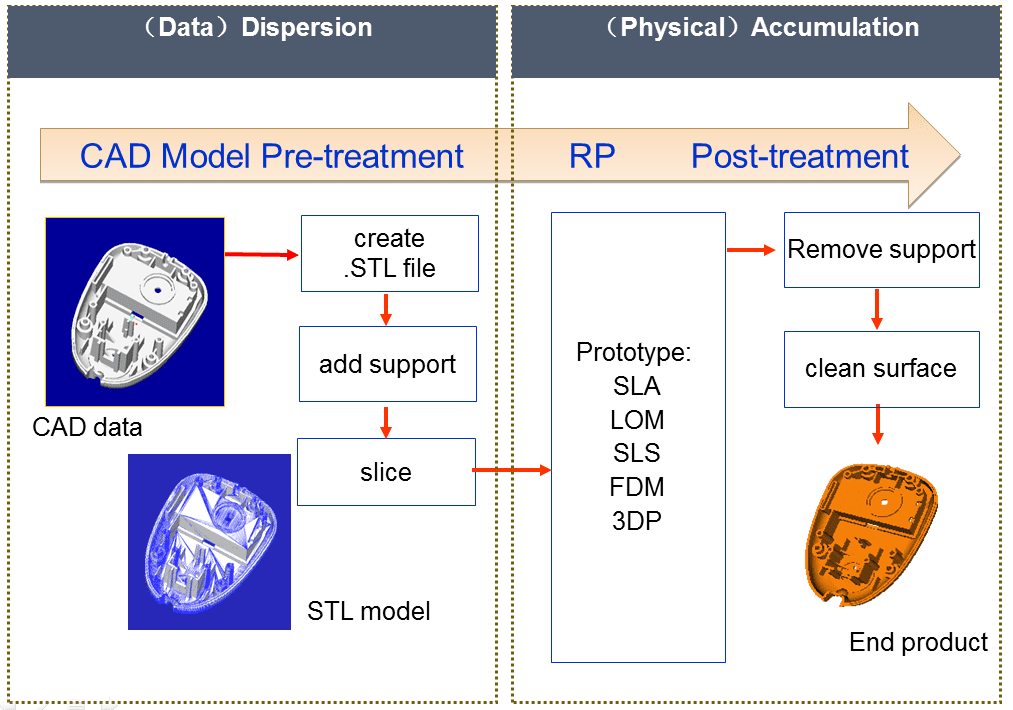
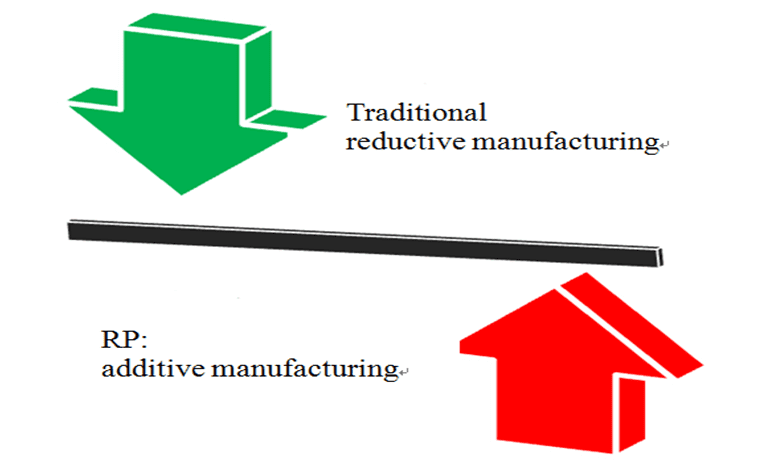
Lis?ainevalmistus
Perinteisest? pelkist?v?st? valmistuksesta poiketen RP k?ytt?? kiinteiden mallien k?sittelyyn kerros kerrokselta materiaalin kertymismenetelm??, joten sit? kutsutaan my?s nimell? Additive Manufacturing (AM) tai Layered Manufacturing Technology (LMT).
RP-tekniikan ominaisuudet
HEritt?in joustava, se pystyy tuottamaan mit? tahansa 3D-kiinteit? malleja mink? tahansa monimutkaisen rakenteen omaavista, ja tuotantokustannukset ovat l?hes riippumattomia tuotteen monimutkaisuudesta.
CAD-mallin suoraajo, muovausprosessi on t?ysin digitaalinen, erityisi? kiinnikkeit? tai ty?kaluja ei tarvita, ja suunnittelu ja valmistus (CAD/CAM) on integroitu.
Hsuuri tarkkuus, ±0,1%
Heritt?in pelkist?v?, pystyy tekem??n eritt?in hienoja yksityiskohtia, ohuita seini?
Mvanhan pinnan laatu on erinomainen
Fast nopeus
Hhyvin automatisoitu: prosessi on t?ysin automatisoitu, prosessi ei vaadi ihmisen v?liintuloa ja laitteet voivat olla ilman valvontaa
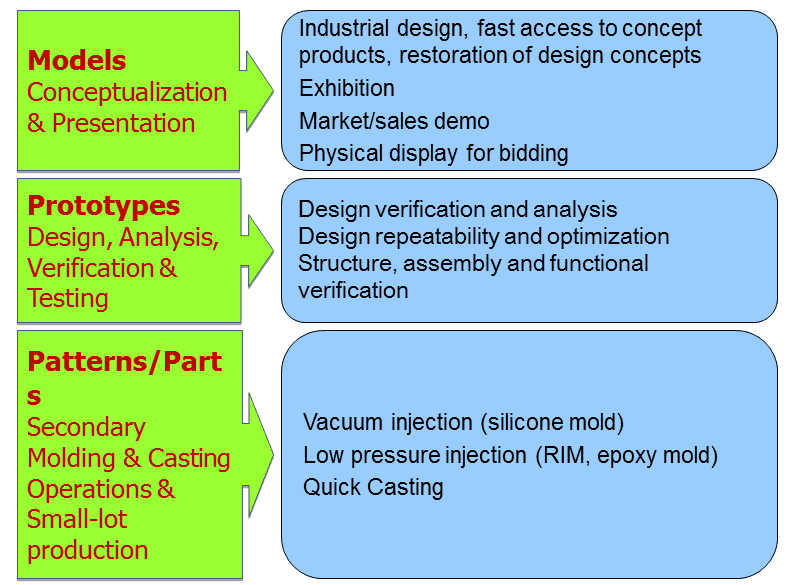
RP-tekniikan sovellukset
RP-tekniikkaa k?ytet??n laajasti seuraavilla alueilla:
Mallit (k?sitteellist?minen ja esittely):
Teollinen muotoilu, nopea p??sy konseptituotteisiin, muotoilukonseptien restaurointi, n?yttely jne.
Prototyypit (suunnittelu, analyysi, todentaminen ja testaus):
Suunnittelun todentaminen ja analysointi, Suunnittelun toistettavuus ja optimointi jne.
Kuviot/osat (toissijaiset muovaus- ja valutoiminnot ja pienten erien tuotanto):
Tyhji?ruiskutus (silikonimuotti), matalapaineruiskutus (RIM, epoksimuotti) jne.
?
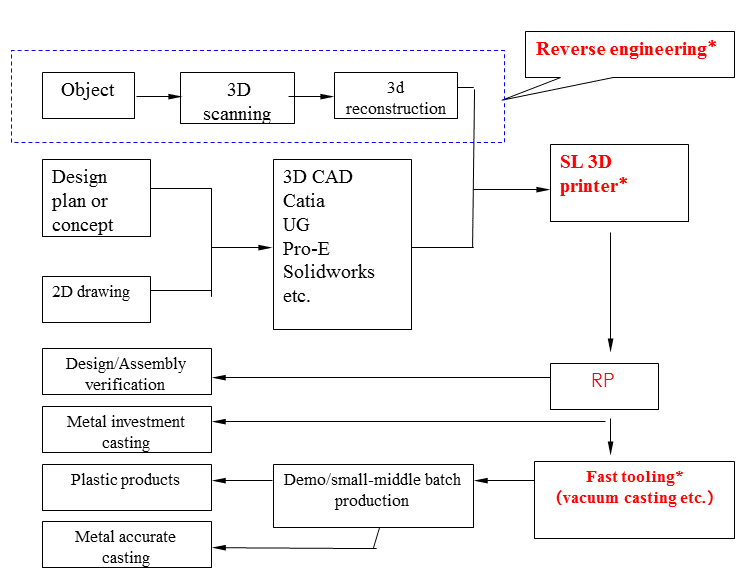
RP:n hakuprosessi
Hakuprosessi voi alkaa joko esineest?, 2D-piirustuksista tai vain ideasta. Jos vain objekti on k?ytett?viss?, ensimm?inen vaihe on skannata objekti CAD-tietojen saamiseksi, siirty? revese-suunnitteluprosessiin tai vain muutos tai muokkaus ja aloittaa sitten RP-prosessi.
Jos 2D-piirustukset tai idea on olemassa, on tarpeen siirty? 3D-mallinnukseen k?ytt?m?ll? erityist? ohjelmistoa ja sitten siirty? 3D-tulostusprosessiin.
RP-prosessin j?lkeen voit saada kiinte?n mallin toimintatesti?, kokoonpanotesti? varten tai siirty? muihin toimenpiteisiin valua varten asiakkaiden todellisten tarpeiden mukaan.
?
SL-tekniikan k?ytt??notto
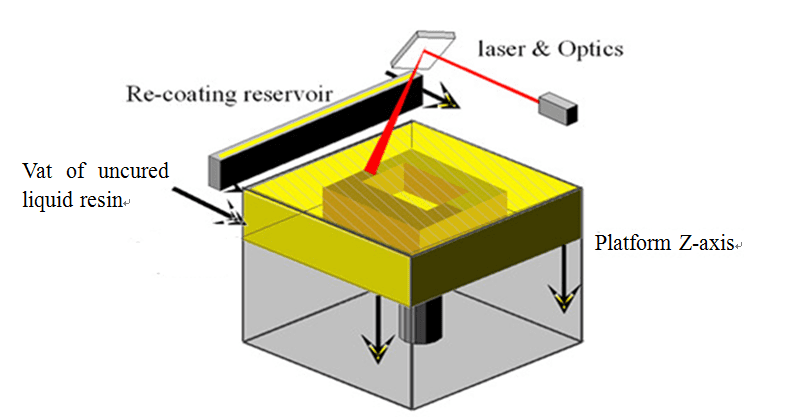
Kotimainen nimi on stereolitografia, joka tunnetaan my?s nimell? laserkovettuva nopea prototyyppi. Periaate on: laser fokusoidaan nestem?isen valoherk?n hartsin pintaan ja skannataan osan poikkileikkauksen muodon mukaan siten, ett? se kovetetaan valikoivasti pisteest? viivaan pintaan, jolloin yhden kovettumisen saatetaan loppuun. kerros, jonka j?lkeen nostotasoa lasketaan yhden kerroksen paksuudella ja pinnoitetaan uudelleen uudella hartsikerroksella ja kovetetaan laserilla, kunnes koko kiinte? malli muodostuu.
SHDM:n SL 3D -tulostimien etu
Hkorkea hy?tysuhde ja maksiminopeus voi saavuttaa400g/hja tuottavuus 24 tunnissa voi olla 10 kg.
Large rakentaa volyymit, saatavilla koko on360*360*300(mm), 600*600*400(mm), 800*800*550(mm),1600*800*550 (mm)ja muut r??t?l?idyt rakennusm??r?t.
Mantennien suorituskyky on halpa ja eritt?in parannettu lujuuden, sitkeyden ja korkeiden l?mp?tilojen kest?vyyden suhteen, soveltuu teknisiin sovelluksiin.
Okoon tarkkuutta ja vakautta on parannettu selv?sti.
MOhjausohjelmistossa voidaan k?sitell? useita osia samanaikaisesti ja siin? on t?ydellinen osien itsemuodostustoiminto.
Ssoveltuu pienikokoiseen tuotantoon.
Unique nest -teknologia eri tilavuuksilla hartsis?ili?ist?, voidaan tulostaa 1 kg hartsia, mik? sopii erityisen hyvin tutkimukseen ja kehitykseen.
Rvaihdettava hartsis?ili?, eri hartsit voidaan vaihtaa helposti.
搜索
復(fù)制
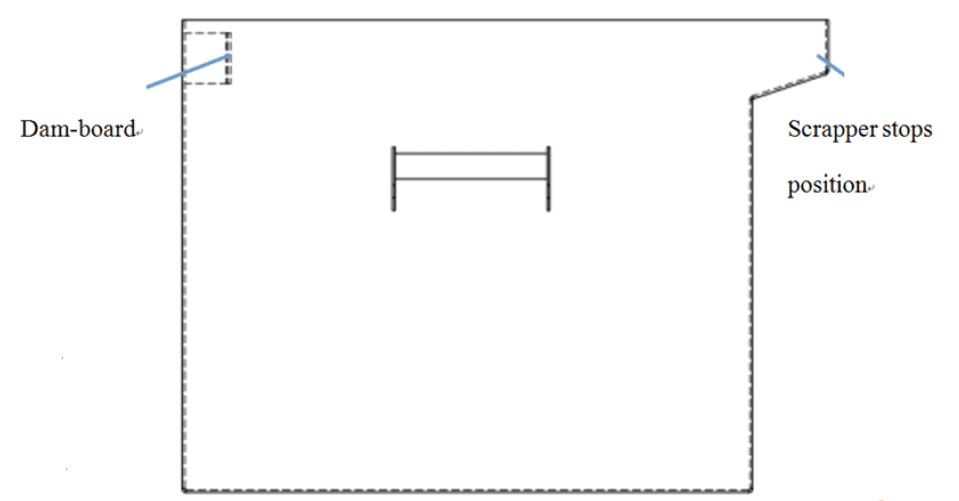
Vaihdettava hartsis?ili?
Ved? vain ulos ja ty?nn? sis??n, voit tulostaa eri hartsia.
3DSL-sarjan hartsis?ili? on vaihdettavissa (paitsi 3DSL-800). 3DSL-360 tulostimessa hartsis?ili? on laatikkotilassa, hartsis?ili?t? vaihdettaessa on tarpeen laskea hartsis?ili? pohjaan ja nostaa kaksi lukitussalpaa ja vet?? hartsis?ili? ulos. Kaada uusi hartsi hartsis?ili?n hyvin puhdistamisen j?lkeen, nosta sitten lukitussalvat ja ty?nn? hartsis?ili? tulostimeen ja lukitse hyvin.
3DSL 600:ssa on sama hartsis?ili?j?rjestelm?. Hartsis?ili?n alla on 4 v??nt?? ulosvet?misen ja sis??n ty?nt?misen helpottamiseksi.
?
搜索
復(fù)制
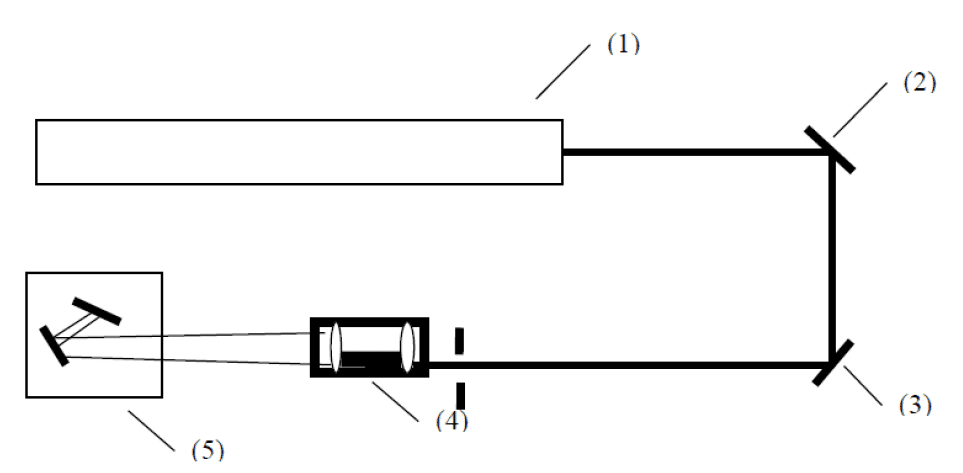
Optinen j?rjestelm? - Tehokas kiinte? laser
3DSL-sarjan SL 3D -tulostimet k?ytt?v?t eritt?in tehokasta kiinte?? laserlaitetta3Wja jatkuvan l?ht?aallon pituus on 355 nm. L?ht?teho on 200mw-350mw, ilmaj??hdytys ja vesij??hdytys ovat valinnaisia.
(1). Laser laite
(2). Heijastin 1
(3). Heijastin 2
(4). Beam Expander
(5). Galvanometri
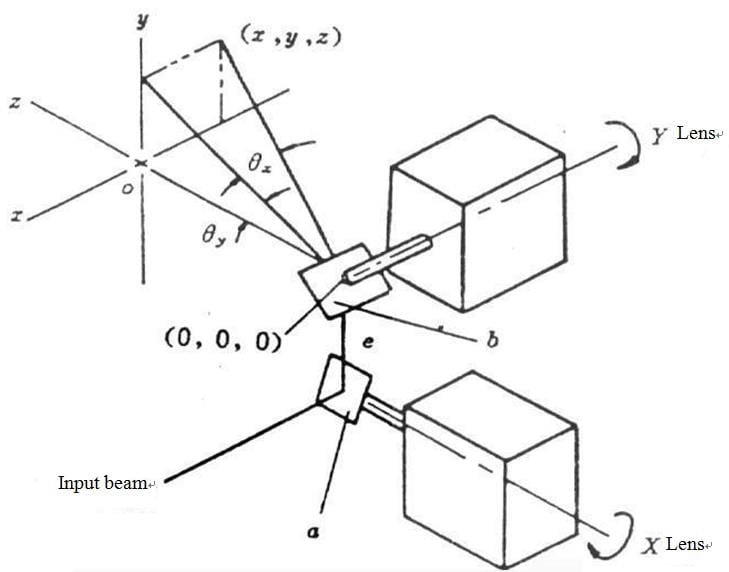
Tehokas galvanometri
Suurin skannausnopeus:10000mm/s
Galvanometri on erityinen k??nt?moottori, sen perusteoria on sama kuin virtamittarissa, kun tietty virta kulkee kelan l?pi, roottori poikkeaa tietyst? kulmasta ja taipumakulma on verrannollinen virtaan. Joten galvanometri? kutsutaan my?s galvanometriskanneriksi. Kaksi pystysuoraan asennettua galvanometri? muodostavat kaksi skannaussuuntaa X ja Y.
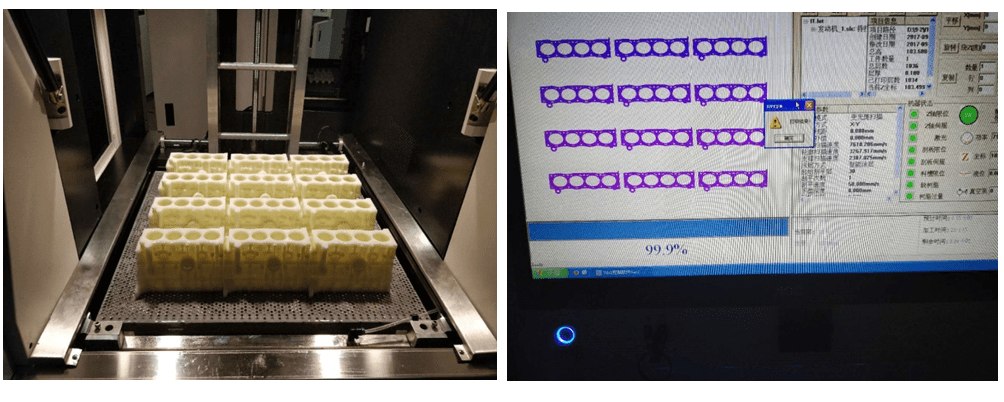
Tuottavuustesti-auton moottorilohko
Testausosa on auton moottorilohko, osan koko: 165mm × 123mm × 98,6mm
Osan tilavuus: 416cm3, Tulosta 12 kappaletta samanaikaisesti
Kokonaispaino noin 6500g, Paksuus: 0,1mm, Sytytysnopeus: 50mm/s,
Valmistuminen kest?? 23 tuntia,keskim??rin 282g/h
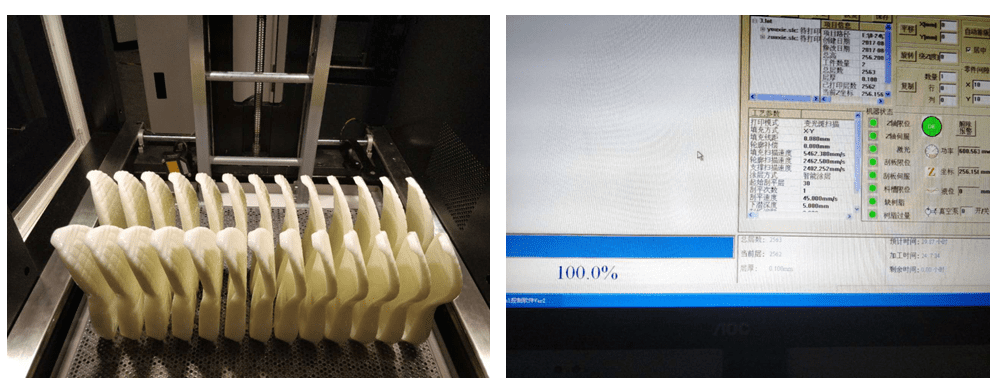
Tuottavuustesti - kenkien pohjat
SL 3D -tulostin: 3DSL-600
Tulosta 26 keng?npohjaa samanaikaisesti.
Valmistuminen kest?? 24 tuntia
Keskim??rin 55 minyhdelle keng?npohjalle
搜索
復(fù)制
Lataa esite
Sovellusalueet






koulutus
Nopeat prototyypit
Auto
Valu
Taidesuunnittelu
L??ketieteellinen
Postitusaika: 23.1.2024