

Вовед во RP технологи?а
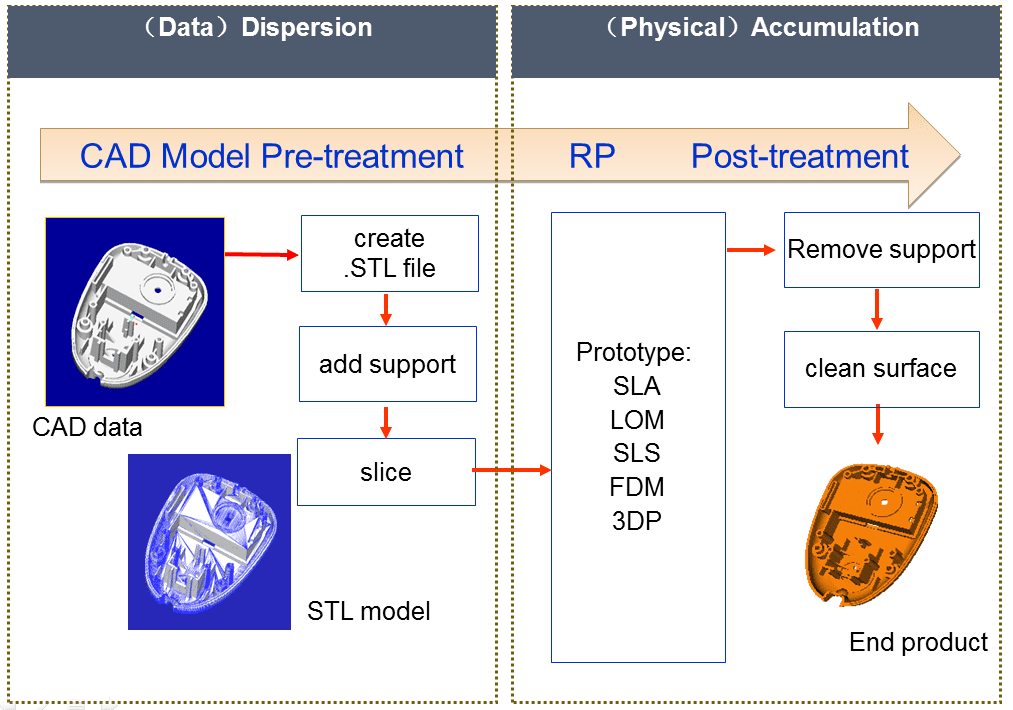
Rapid Prototyping (RP) е нова производствена технологи?а ко?а првпат беше воведена од Соединетите Држави кон кра?от на 1980-тите. То? ги интегрира современите научни и технолошки достигнува?а како што се CAD технологи?ата, технологи?ата за нумеричка контрола, ласерската технологи?а и технологи?ата на матери?али и е важен дел од напредната технологи?а на производство. За разлика од традиционалните методи на сече?е, брзото прототипира?е користи механизам за формира?е во ко? слоевитите матери?али се надредени за да се обработува прототип на тродимензионален дел. Прво, софтверот за слоевитост ?а пресекува CAD геометри?ата на делот според одредена дебелина на сло?от и добива низа информации за контурата. Главата за формира?е на машината за брза прототип е контролирана од контролниот систем според информациите за дводимензионалната контура. Зацврстени или исечени за да формираат тенки слоеви од различни делови и автоматски надредени во тридимензионални ентитети
Производство на адитиви
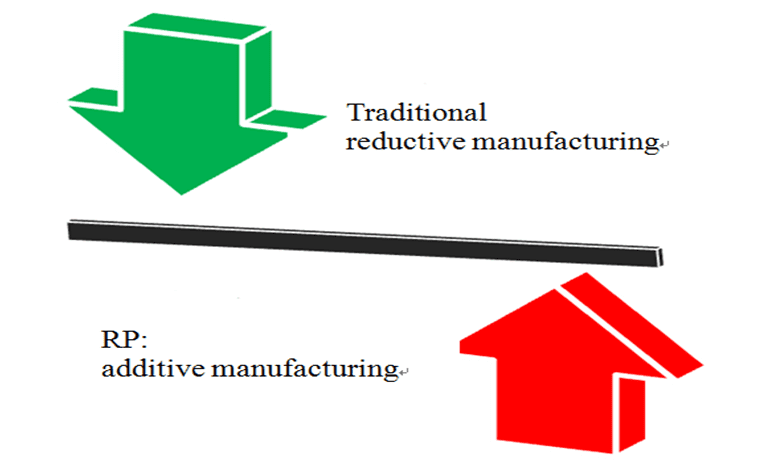
За разлика од традиционалното редуктивно производство, RP користи метод на акумулаци?а на матери?ал сло?-по-сло? за обработка на цврсти модели, па затоа се нарекува и Адитивно производство, (AM) или Технологи?а за производство на слоеви, (LMT).
Карактеристики на RP техниката
Hмногу флексибилен, може да произведе какви било 3D цврсти модели од ко?а било сложена структура, а трошоците за производство се речиси независни од сложеноста на производот.
CДиректно возе?е на моделот AD, процесот на обликува?е е целосно дигитален, не се потребни посебни тела или алатки, а диза?нот и производството (CAD/CAM) се високо интегрирани.
Hвисока точност, ± 0,1%)
Hмногу редуктивен, способен да прави многу фини детали, тенки ?идови
Mквалитетот на старата површина е одличен
Fast брзина
Highly автоматизиран: процесот е целосно автоматизиран, процесот не бара човечка интервенци?а, а опремата може да биде без надзор
Примени на RP технологи?а
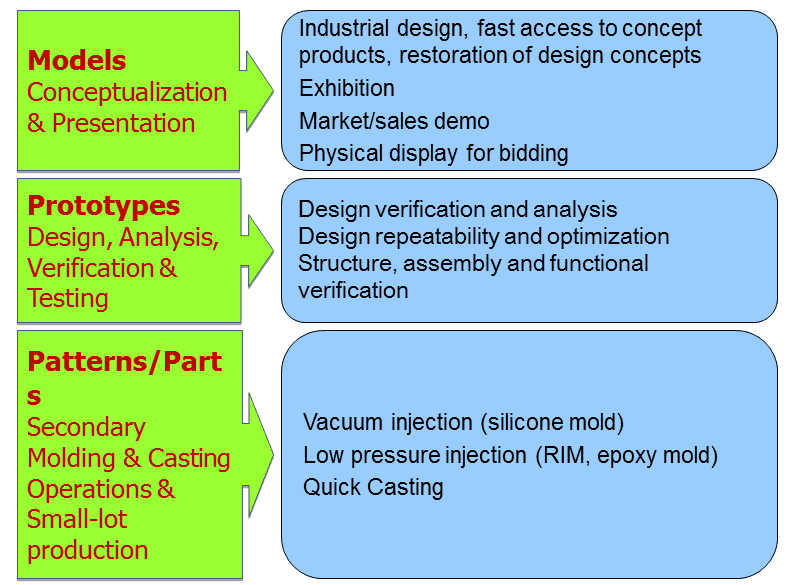
RP технологи?ата е широко користена во областите:
Модели (концептуализаци?а и презентаци?а):
Индустриски диза?н, брз пристап до концептни производи, реставраци?а на диза?нерски концепти, изложба итн.
Прототипови (диза?н, анализа, верификаци?а и тестира?е):
Проверка и анализа на диза?нот, повторливост и оптимизаци?а на диза?нот итн.
Шаблони/Делови (Секундарни операции за обликува?е и лие?е и производство на мали делови):
Вакуумско вбризгува?е (силиконски калап), вбризгува?е со низок притисок (RIM, епоксидна мувла) итн.
?
Процес на примена на РП
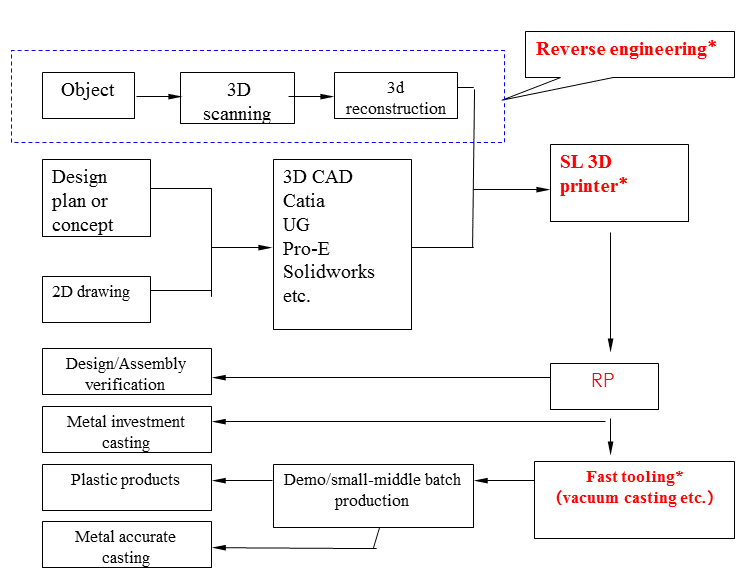
Процесот на апликаци?а може да започне или од об?ект, 2D цртежи или само иде?а. Ако е достапен само об?ектот, првиот чекор е да го скенирате об?ектот за да добиете CAD податоци, да отидете на обновува?е на инженерскиот процес или само измена или измена и потоа да започнете со процесот на RP.
Доколку постои 2D цртежи или иде?а, потребно е да се оди на процедура за 3D моделира?е со помош на специ?алниот софтвер, а потоа да се оди на процесот на 3D печате?е.
По процесот на RP, можете да го добиете цврстиот модел за функционален тест, тест за склопува?е или да отидете на други процедури за лее?е според реалните потреби на клиентите.
?
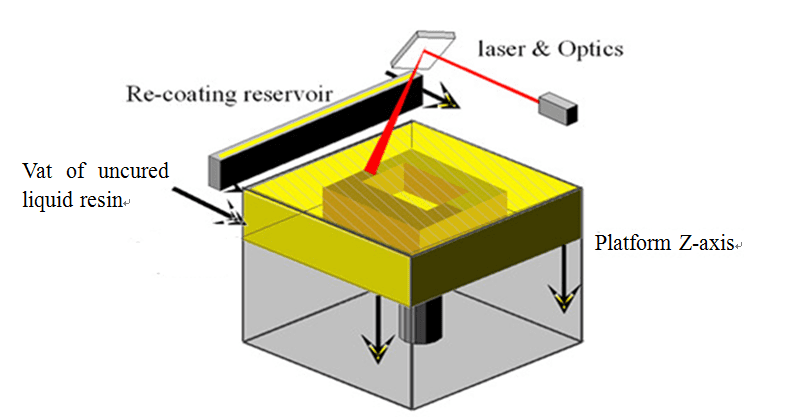
Воведува?е на SL технологи?а
Домашното име е стереолитографи?а, исто така познат како ласерско лекува?е брзо прототипира?е. Принципот е: ласерот се фокусира на површината на течната фотосензитивна смола и се скенира според обликот на напречниот пресек на делот, така што селективно се стврднува, од точка до лини?а до површината, за да се заврши стврднува?ето на еден. сло?, а потоа платформата за подига?е се спушта за дебелина на еден сло? и повторно се премачкува со нов сло? смола и се стврднува со ласер додека не се формира целиот цврст модел.
Предност на SL 3D принтери на SHDM
Hвисока ефикасност, а максималната брзина може да достигне400 g/hа продуктивноста за 24 часа може да достигне 10 кг.
Large изгради тома, достапни димензии се360*360*300(мм), 600*600*400 (мм), 800*800*550 (мм),1600*800*550 (мм), и други приспособени волумени за изградба.
Mатериските перформанси се евтини и многу подобрени во аспектите на цврстина, издржливост и отпорност на високи температури, погодни за инженерски апликации.
Oочигледно подобрена во прецизноста и стабилноста на големината.
MПове?е делови може да се обработат во исто време во контролниот софтвер и има совршена функци?а за самокомпонира?е на делови.
Sпогоден за производство на мали серии.
UNique гнездо технологи?а на резервоари со смола со различен волумен, може да се печати смола од 1 kg, што е особено погодно за истражува?е и разво?.
RРезервоарот за заменлива смола, различни смола може лесно да се менуваат.
搜索
復(fù)制
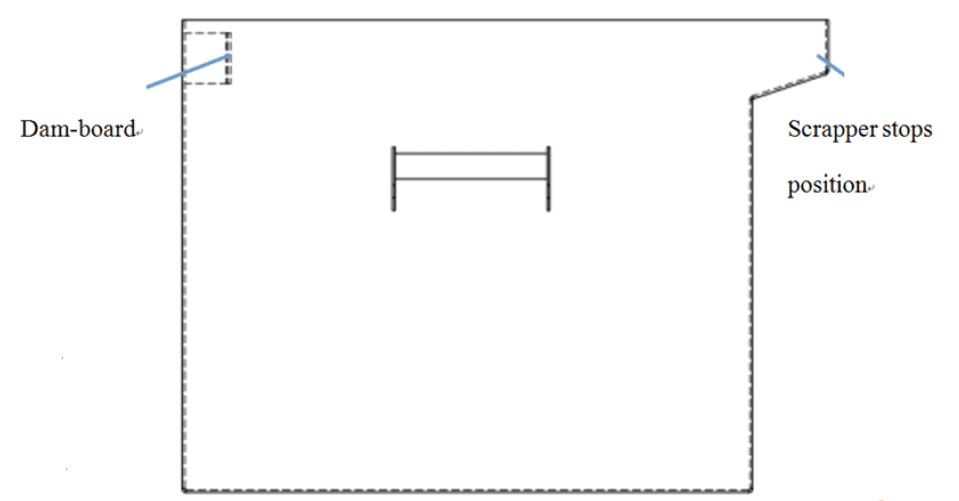
Резервоар со заменлива смола
Само извлечете и турнете, можете да испечатите друга смола.
Резервоарот за смола од сери?ата 3DSL е променлив (освен 3DSL-800). За печатачот 3DSL-360, резервоарот за смола е во режим на фиока, при замена на резервоарот за смола, потребно е да се спушти резервоарот за смола до дното и да се подигнат два брави за заклучува?е и да се извлече резервоарот за смола надвор. Истурете нова смола откако добро ?е го исчистите резервоарот за смола, а потоа подигнете ги бравите и турнете го резервоарот за смола во печатачот и добро заклучете.
3DSL 600 е со истиот систем на резервоар за смола. Под резервоарот за смола има 4 шипки за да се олесни извлекува?ето и турка?ето.
?
搜索
復(fù)制
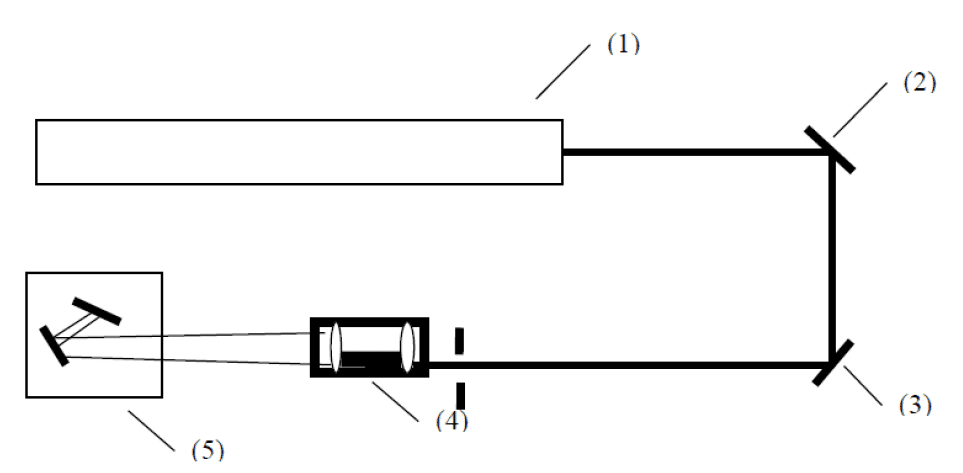
Оптички систем - Мо?ен цврст ласер
SL 3D печатачите од сери?ата 3DSL го прифа?аат високомо?ниот цврст ласерски уред на3Wа должината на континуиран излезен бран е 355nm. Излезната мо?ност е 200mw-350mw, воздушното ладе?е и ладе?ето со вода се опционални.
(1). Ласерски уред
(2). Рефлектор 1
(3). Рефлектор 2
(4). Проширувач на зрак
(5). Галванометар
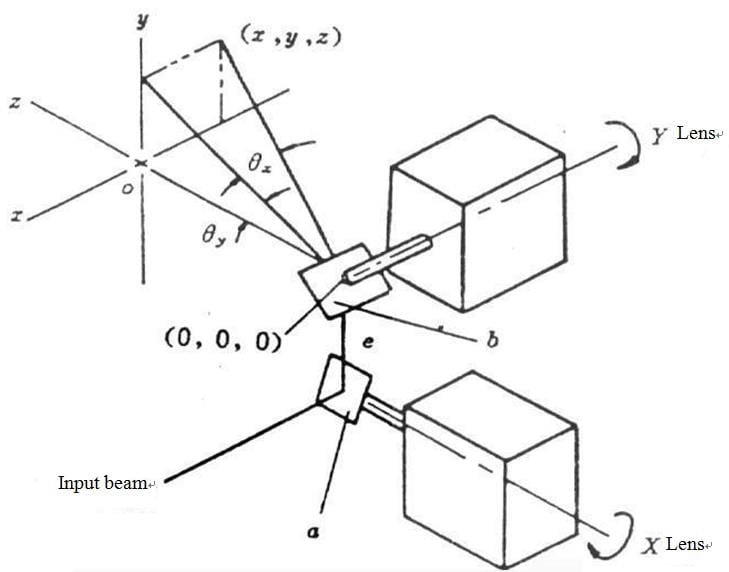
Галванометар со висока ефикасност
Максимална брзина на скенира?е:10000 mm/s
Галванометарот е специ?ален мотор за ниша?е, неговата основна теори?а е иста како стру?ниот мерач, кога одредена стру?а поминува низ серпентина, роторот ?е се разминува од одреден агол, а аголот на отклонува?е е пропорционален на стру?ата. Така, галванометарот се нарекува и скенер на галванометар. Два вертикално инсталирани галванометри формираат две насоки на скенира?е на X и Y.
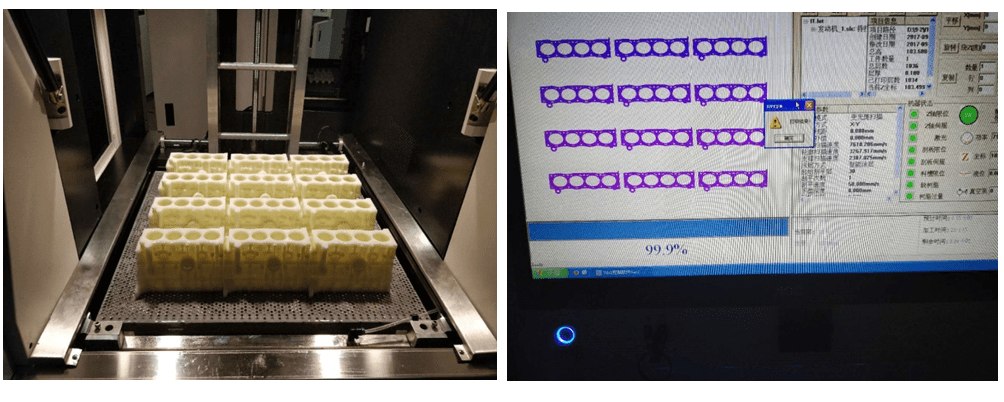
Тест на продуктивност - блок на моторот на автомобилот
Делот за тестира?е е блок на автомобилски мотор, големина на дел: 165mm×123mm×98,6mm
Обем на дел: 416cm3, печатете 12 парчи?а истовремено
Вкупната тежина е околу 6500 g, дебелина: 0,1 mm, брзина на штрака?е: 50 mm/s,
Потребни се 23 часа за да се заврши,просечни 282 g/h
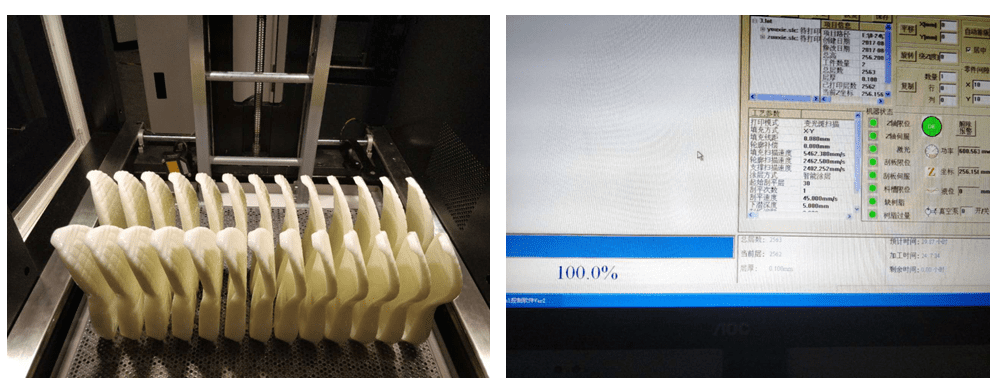
Тест на продуктивност - ?онови за чевли
SL 3D печатач: 3DSL-600
Испечатете 26 ?онови за чевли во исто време.
Потребни се 24 часа за да се заврши
Просечно 55 минза еден ?он за чевли
搜索
復(fù)制
Преземете ?а брошурата
Области за примена






Образование
Брзи прототипови
Автомобил
Лие?е
Уметнички диза?н
Медицински
Време на об?авува?е: 23 ?ануари 2024 година