Hniezwykle elastyczny, mo?e wyprodukowa? dowolne modele bry?owe 3D o dowolnej z?o?onej strukturze, a koszt produkcji jest prawie niezale?ny od z?o?ono?ci produktu.
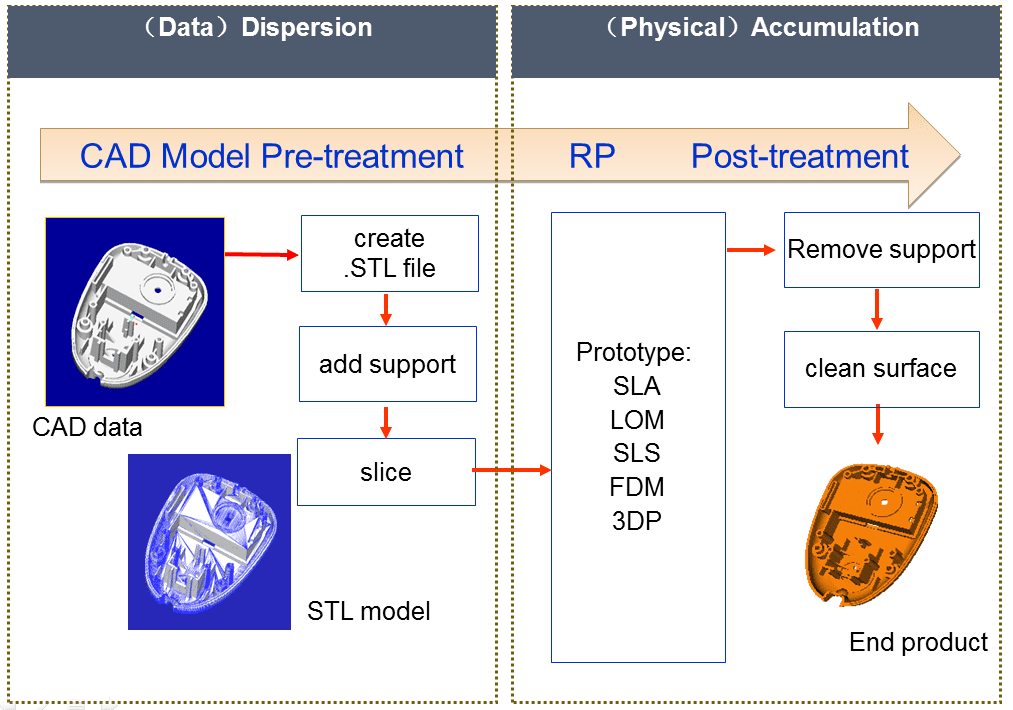
CBezpo?rednie sterowanie modelem AD, proces formowania jest ca?kowicie cyfrowy, nie s? wymagane ?adne specjalne osprz?ty ani narz?dzia, a projektowanie i produkcja (CAD/CAM) s? wysoce zintegrowane.
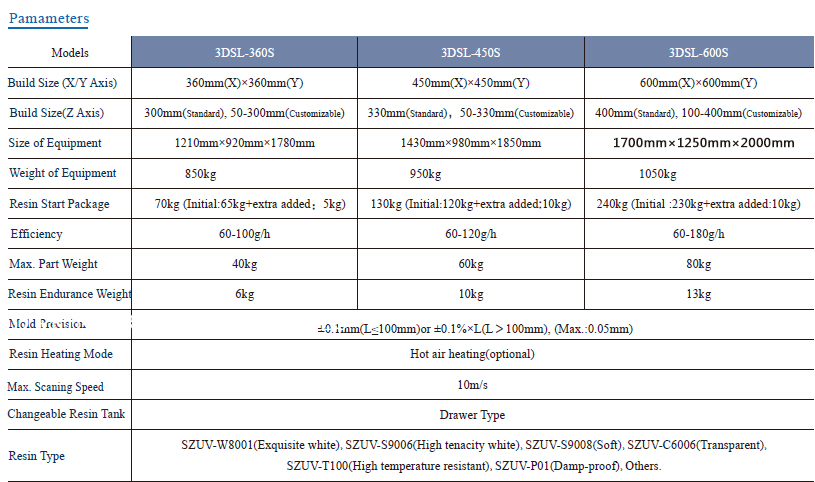
HWysoka dok?adno??, ± 0,1%
Hwysoce redukcyjny, zdolny do wykonywania bardzo drobnych szczegó?ów, cienkich ?cian
Mstara jako?? powierzchni jest doskona?a
Fmaksymalna pr?dko??
Hwysoce zautomatyzowany: proces jest w pe?ni zautomatyzowany, proces nie wymaga interwencji cz?owieka, a sprz?t mo?e pracowa? bez nadzoru