

Wprowadzenie technologii RP
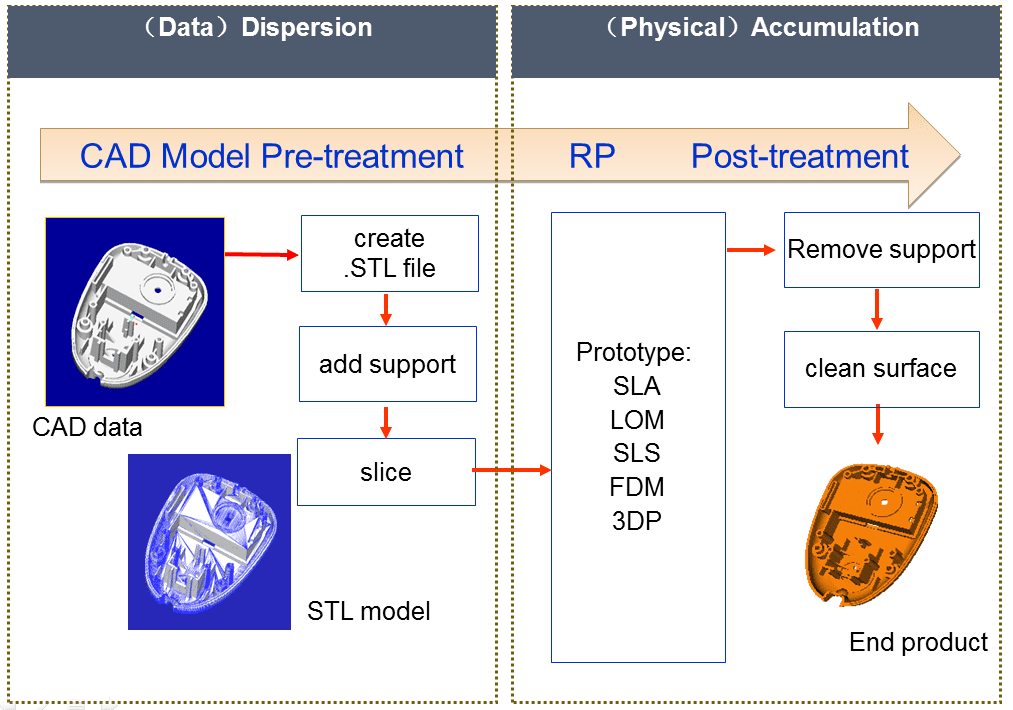
Rapid Prototyping (RP) to nowa technologia produkcyjna, która zosta?a wprowadzona w Stanach Zjednoczonych pod koniec lat 80-tych. Integruje nowoczesne osi?gni?cia naukowe i technologiczne, takie jak technologia CAD, technologia sterowania numerycznego, technologia laserowa i technologia materia?owa, i stanowi wa?n? cz??? zaawansowanej technologii produkcji. W przeciwieństwie do tradycyjnych metod ci?cia, szybkie prototypowanie wykorzystuje mechanizm formowania, w którym nak?adane s? warstwowe materia?y w celu obróbki trójwymiarowego prototypu cz??ci. Po pierwsze, oprogramowanie do nak?adania warstw dzieli geometri? CAD cz??ci zgodnie z okre?lon? grubo?ci? warstwy i uzyskuje szereg informacji o konturze. G?owica formuj?ca maszyny do szybkiego prototypowania jest sterowana przez uk?ad sterowania zgodnie z dwuwymiarow? informacj? o konturze. Zestalone lub poci?te w celu utworzenia cienkich warstw o ??ró?nych przekrojach i automatycznie na?o?one na trójwymiarowe elementy
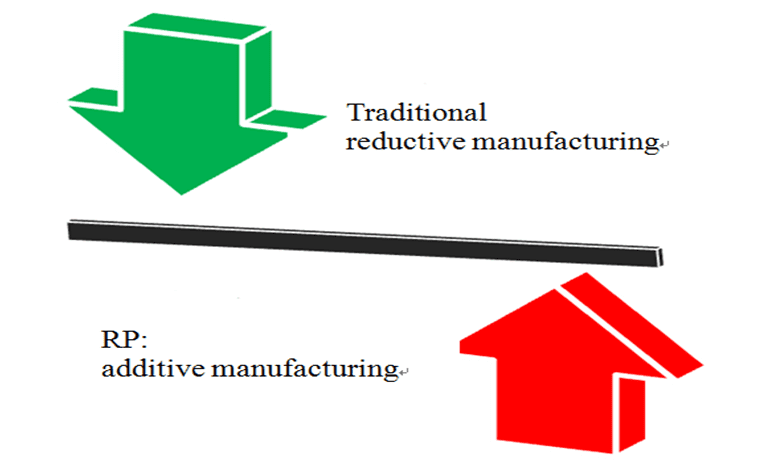
Produkcja przyrostowa
W przeciwieństwie do tradycyjnej produkcji redukcyjnej, RP wykorzystuje metod? akumulacji materia?u warstwa po warstwie do przetwarzania modeli bry?owych, dlatego nazywa si? j? równie? wytwarzaniem przyrostowym (AM) lub technologi? wytwarzania warstwowego (LMT).
Charakterystyka techniki RP
Hniezwykle elastyczny, mo?e wyprodukowa? dowolne modele bry?owe 3D o dowolnej z?o?onej strukturze, a koszt produkcji jest prawie niezale?ny od z?o?ono?ci produktu.
CBezpo?rednie sterowanie modelem AD, proces formowania jest ca?kowicie cyfrowy, nie s? wymagane ?adne specjalne osprz?ty ani narz?dzia, a projektowanie i produkcja (CAD/CAM) s? wysoce zintegrowane.
HWysoka dok?adno??, ± 0,1%
Hwysoce redukcyjny, zdolny do wykonywania bardzo drobnych szczegó?ów, cienkich ?cian
Mstara jako?? powierzchni jest doskona?a
Fmaksymalna pr?dko??
Hwysoce zautomatyzowany: proces jest w pe?ni zautomatyzowany, proces nie wymaga interwencji cz?owieka, a sprz?t mo?e pracowa? bez nadzoru
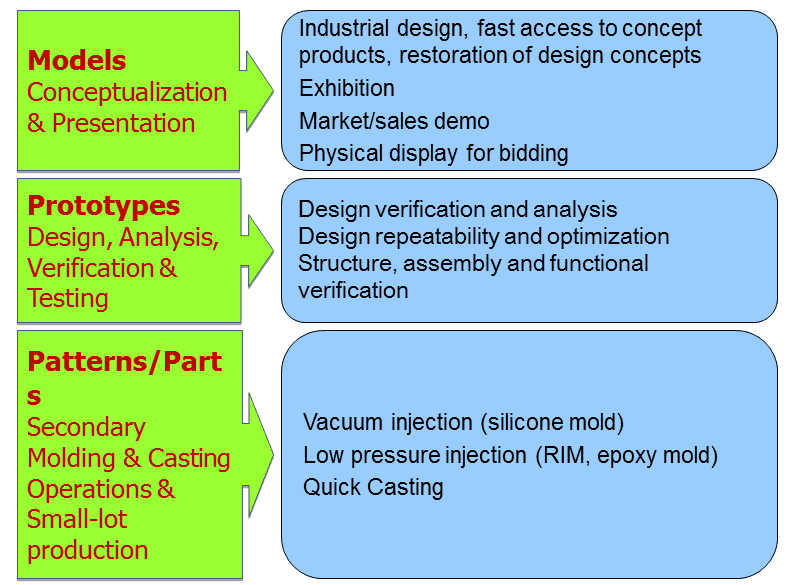
Zastosowania technologii RP
Technologia RP ma szerokie zastosowanie w obszarach:
Modele (konceptualizacja i prezentacja):
Wzornictwo przemys?owe, szybki dost?p do produktów koncepcyjnych, przywracanie koncepcji projektowych, wystawa itp.
Prototypy (projektowanie, analiza, weryfikacja i testowanie):
Weryfikacja i analiza projektu, Powtarzalno?? i optymalizacja projektu itp.
Wzory/cz??ci (operacje formowania wtórnego i odlewania oraz produkcja ma?ych partii):
Wtrysk pró?niowy (forma silikonowa), wtrysk niskoci?nieniowy (RIM, forma epoksydowa) itp.
?
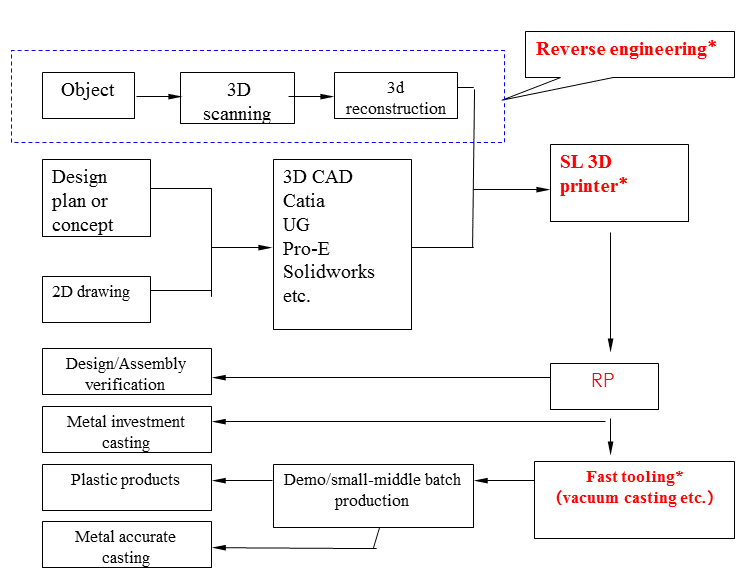
Proces aplikacji RP
Proces aplikacji mo?e rozpocz?? si? od obiektu, rysunków 2D lub po prostu pomys?u. Je?li dost?pny jest tylko obiekt, pierwszym krokiem jest zeskanowanie obiektu w celu uzyskania danych CAD, przej?cie do procesu in?ynierii ponownej lub po prostu poprawka lub modyfikacja, a nast?pnie rozpocz?cie procesu RP.
Je?li istniej? rysunki 2D lub pomys?, nale?y przej?? do procedury modelowania 3D przy u?yciu specjalnego oprogramowania, a nast?pnie przej?? do procesu drukowania 3D.
Po procesie RP mo?na otrzyma? model bry?owy do testów funkcjonalnych, testów monta?u lub przej?? do innych procedur odlewania zgodnie z rzeczywistymi potrzebami klientów.
?
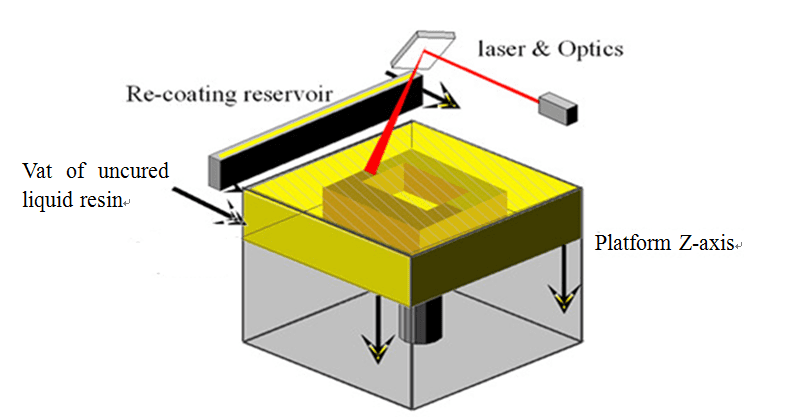
Wprowadzenie technologii SL
Krajowa nazwa to stereolitografia, znana równie? jako szybkie prototypowanie utwardzane laserowo. Zasada jest nast?puj?ca: laser skupia si? na powierzchni ciek?ej ?ywicy ?wiat?oczu?ej i skanuje zgodnie z kszta?tem przekroju poprzecznego cz??ci, dzi?ki czemu jest ona selektywnie utwardzana, od punktu do linii a? do powierzchni, aby zakończy? utwardzanie jednej warstw?, a nast?pnie platform? podnosz?c? obni?a si? o jedn? grubo?? warstwy i ponownie pokrywa now? warstw? ?ywicy i utwardza ??laserem, a? do uformowania ca?ego modelu bry?owego.
Zaleta drukarek 3D SL firmy SHDM
HWysoka wydajno?? i maksymalna pr?dko??, jak? mo?na osi?gn??400 g/godza produktywno?? w ci?gu 24 godzin mo?e osi?gn?? 10 kg.
Ldu?e obj?to?ci kompilacji, dost?pny rozmiar to360*360*300(mm),600*600*400(mm),800*800*550(mm),1600*800*550(mm)i inne niestandardowe woluminy kompilacji.
Mwydajno?? materia?u jest tania i znacznie ulepszona pod wzgl?dem wytrzyma?o?ci, wytrzyma?o?ci na rozci?ganie i odporno?ci na wysok? temperatur?, odpowiednia do zastosowań in?ynieryjnych.
Owyra?nie poprawiona precyzja rozmiaru i stabilno??.
MWiele cz??ci mo?na obrabia? jednocze?nie w oprogramowaniu steruj?cym, a funkcja automatycznego komponowania cz??ci jest doskona?a.
Snadaje si? do produkcji ma?oseryjnej.
UTechnologia nique-nest zbiorników na ?ywic? o ró?nej obj?to?ci, mo?na wydrukowa? ?ywic? o masie 1 kg, co jest szczególnie odpowiednie do badań i rozwoju.
Rwymienny zbiornik na ?ywic?, mo?na ?atwo wymieni? inn? ?ywic?.
搜索
復制
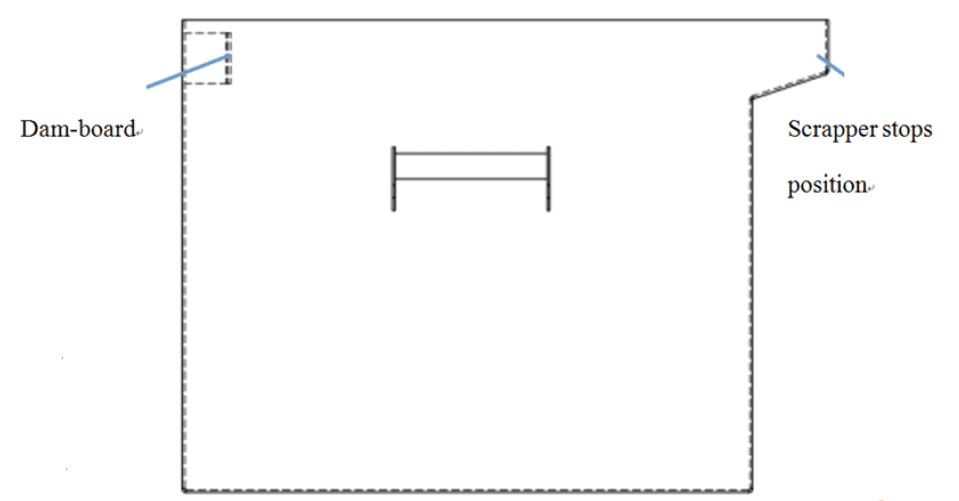
Wymienny zbiornik na ?ywic?
Tylko wyci?gnij i wci?nij, mo?esz wydrukowa? inn? ?ywic?.
Zbiornik na ?ywic? serii 3DSL jest wymienny (z wyj?tkiem 3DSL-800). W przypadku drukarki 3DSL-360 zbiornik na ?ywic? pracuje w trybie szuflady, przy wymianie zbiornika na ?ywic? nale?y opu?ci? zbiornik na dó? i podnie?? dwa zatrzaski blokuj?ce, a nast?pnie wyci?gn?? zbiornik na ?ywic?. Po dok?adnym wyczyszczeniu zbiornika ?ywicy wlej now? ?ywic?, a nast?pnie podnie? zatrzaski blokuj?ce i wsuń zbiornik ?ywicy do drukarki i dobrze go zablokuj.
3DSL 600 jest wyposa?ony w ten sam system zbiorników na ?ywic?. Pod zbiornikiem ?ywicy znajduj? si? 4 wysi?gniki u?atwiaj?ce wyci?ganie i wsuwanie.
?
搜索
復制
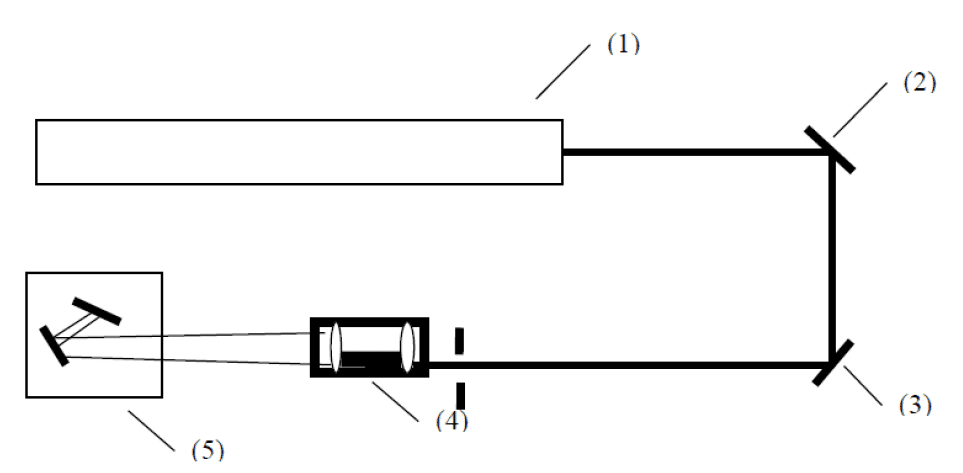
Uk?ad optyczny — mocny laser sta?y
Drukarki 3D serii SL 3DSL wykorzystuj? solidne urz?dzenie laserowe o du?ej mocy3Wa ci?g?a d?ugo?? fali wyj?ciowej wynosi 355 nm. Moc wyj?ciowa wynosi 200 mw-350 mw, ch?odzenie powietrzem i ch?odzenie wod? s? opcjonalne.
(1). Urz?dzenie laserowe
(2). Reflektor 1
(3). Reflektor 2
(4). Ekspander wi?zki
(5). Galwanometr
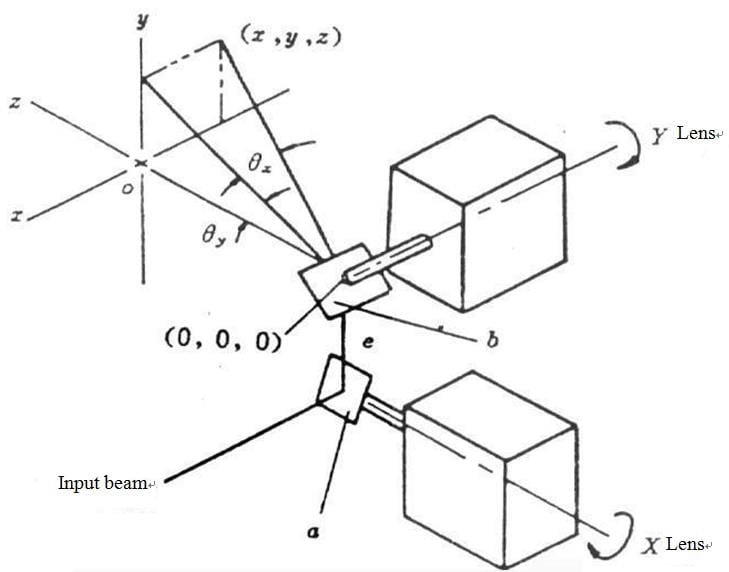
Galwanometr o wysokiej wydajno?ci
Maksymalna pr?dko?? skanowania:10000 mm/s
Galwanometr to specjalny silnik wahliwy, jego podstawowa teoria jest taka sama jak w przypadku miernika pr?du, gdy okre?lony pr?d przep?ywa przez cewk?, wirnik odchyla si? o pewien k?t, a k?t odchylenia jest proporcjonalny do pr?du. Zatem galwanometr nazywany jest równie? skanerem galwanometrycznym. Dwa pionowo zainstalowane galwanometry tworz? dwa kierunki skanowania X i Y.
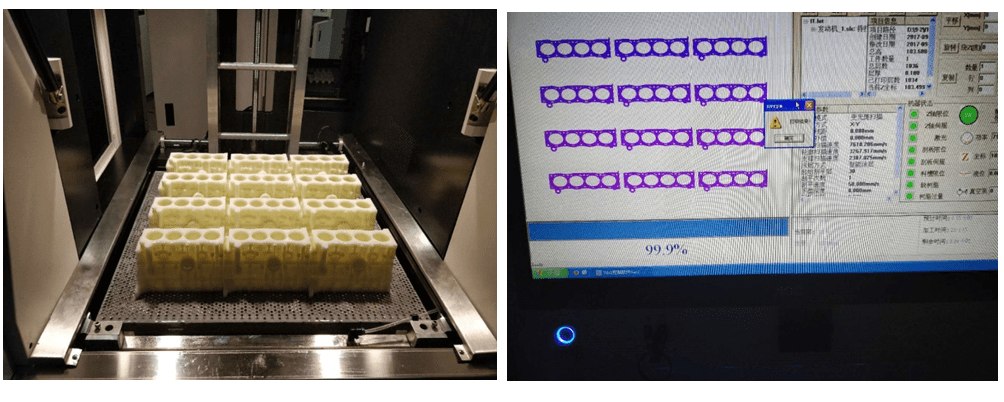
Blok silnika samochodu testuj?cego produktywno??
Cz??? testow? to blok silnika samochodu. Rozmiar cz??ci: 165 mm × 123 mm × 98,6 mm
Obj?to?? cz??ci: 416 cm3, Drukuj 12 sztuk jednocze?nie
Ca?kowita waga wynosi oko?o 6500 g, grubo??: 0,1 mm, pr?dko?? uderzenia: 50 mm/s,
Ukończenie zajmuje 23 godziny,?rednio 282 g/h
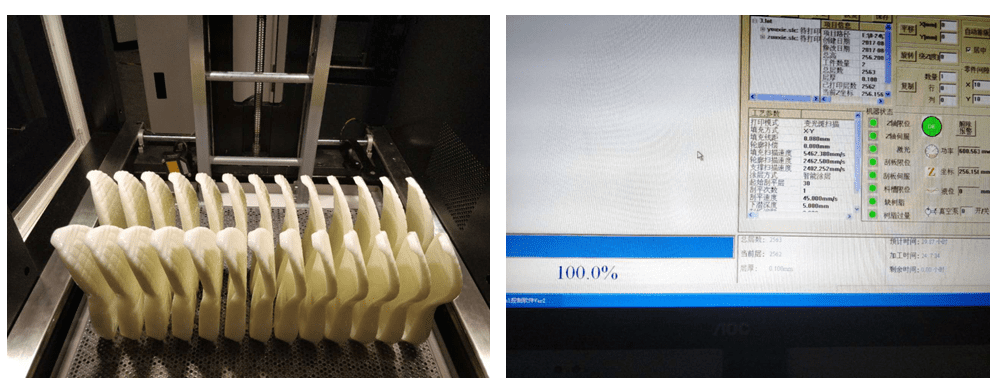
Test produktywno?ci – podeszwy butów
Drukarka 3D SL: 3DSL-600
Wydrukuj jednocze?nie 26 podeszew butów.
Ukończenie zajmuje 24 godziny
?rednio 55 minna jedn? podeszw? buta
搜索
復制
Pobierz broszur?
Obszary zastosowań






Edukacja
Szybkie prototypy
Samochód
Odlew
Projekt artystyczny
Medyczny
Czas publikacji: 23 stycznia 2024 r