

3D-печать имеет очевидное преимущество в скорости при мелкосерийном производстве и разработке определенных типов проектов, таких как автомобильная, аэрокосмическая, авиационная, военная промышленность, поезда, мотоциклы, корабли, механическое оборудование, водяные насосы, керамика и т. д.
С помощью 3D-печати теперь можно производить различные традиционные литейные изделия, которые сложно производить, такие как турбинные лопатки толщиной 0,5 мм, различные внутренние каналы для охлаждающего масла и различные структурно сложные отливки.
Для произведений искусства также могут широко использоваться различные типы форм для массового производства.
3D-печать стимулирует литейную промышленность
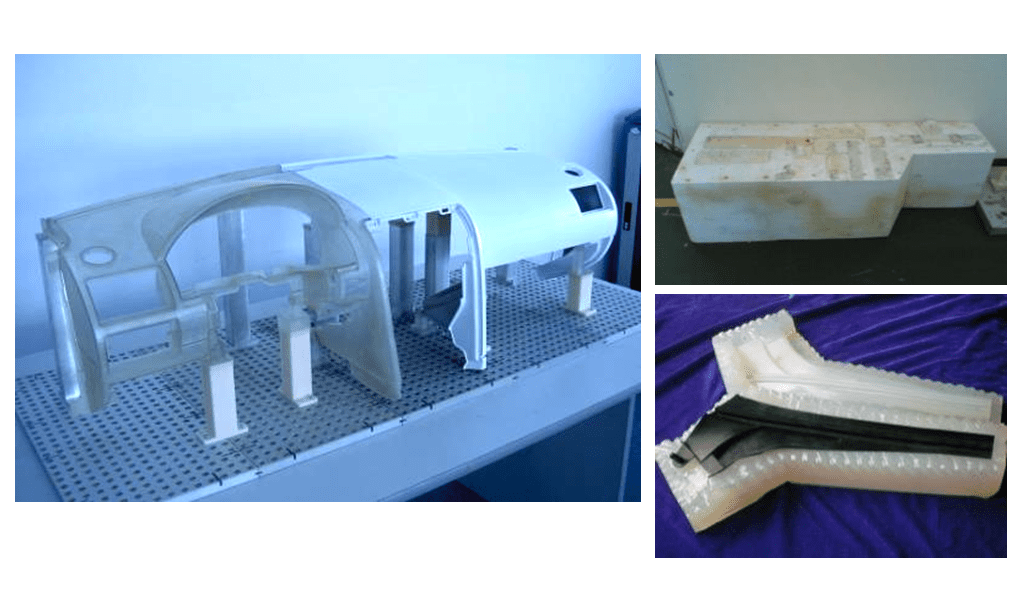
Вакуумное литье
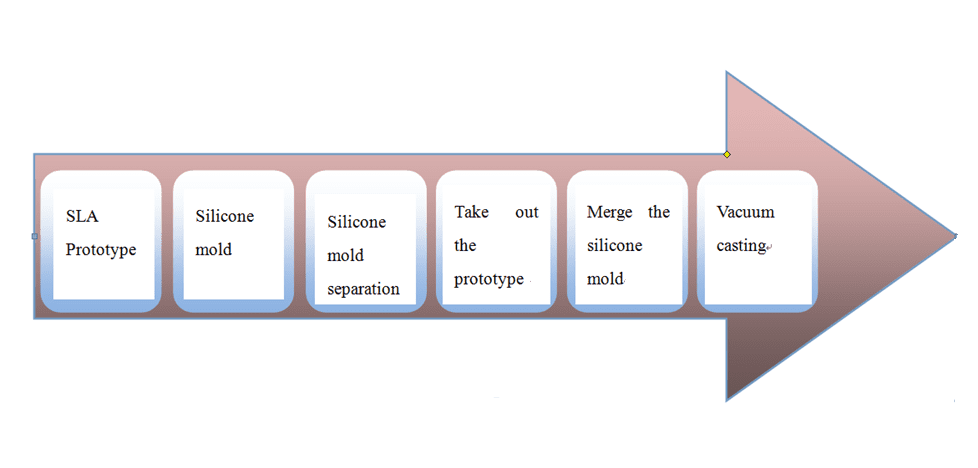
Основанная на применении технологии RP, новая линия разработки продукции, в которой использовалось формование силиконовой резины RTV и вакуумное литье, в настоящее время широко применяется в автомобильной, электронной и медицинской сферах.

RIM: Реакционное литье под низким давлением (литье эпоксидной смолы)
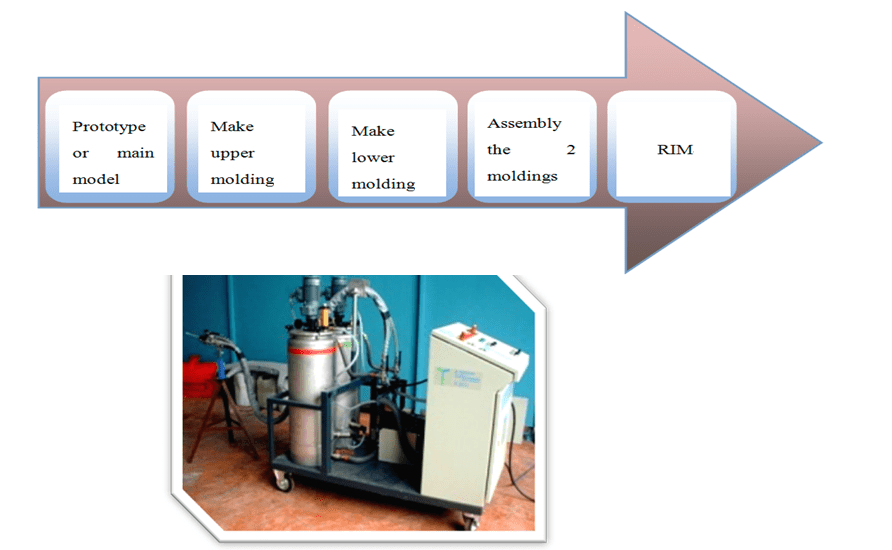
RIM — это новый процесс, применяемый для производства изделий быстрого формования. Это смесь двухкомпонентных полиуретановых материалов, которые впрыскиваются в быструю форму при нормальной температуре и низком давлении и образуются в результате химических и физических процессов, таких как полимеризация, сшивание и затвердевание материалов.
Его преимущества заключаются в высокой эффективности, коротком производственном цикле, простоте процесса и низкой стоимости. Он подходит для мелкосерийного пробного производства в процессе разработки продукта, а также для мелкосерийного производства, простой конструкции крышки и производства крупных толстостенных и неровных толстостенных изделий.
применимые формы: пресс-формы из смолы, пресс-формы из АБС-пластика, пресс-формы из алюминиевого сплава.
литейный материал: двухкомпонентный полиуретан
физические свойства материала: аналогичны ПП/АБС, продукт устойчив к старению, обладает высокой ударопрочностью, высокой степенью прилегания, легкой загрузкой и разгрузкой.
Принцип работы перфузионного формования низкого давления RIM заключается в следующем: предварительно сформированное двухкомпонентное (или многокомпонентное) жидкое сырье подается в смесительную головку через дозирующий насос в определенном соотношении, а затем непрерывно разливается в форму для формирования отливки с реакционным затвердеванием. Регулировка соотношения достигается изменением скорости насоса, которая контролируется единичной величиной нагнетания насоса и временем впрыска.

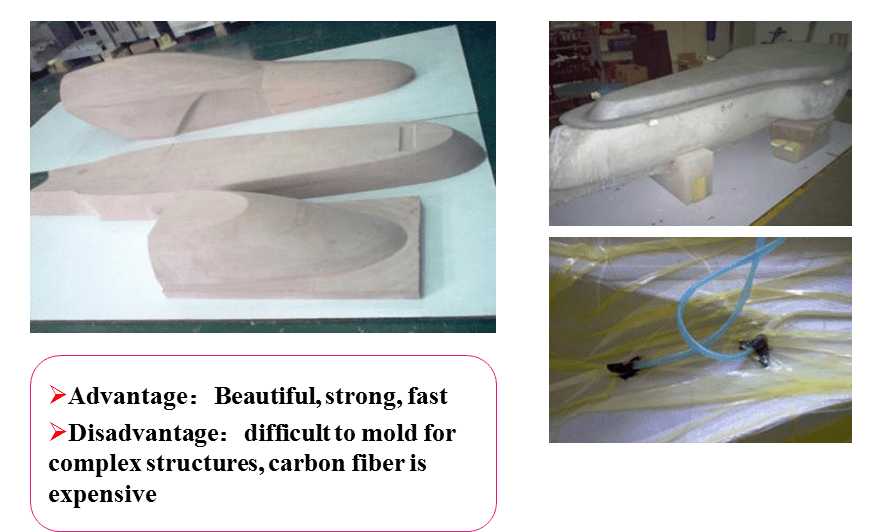
Внедрение вакуума из углеродного волокна / армированного волокном пластика (FRP)
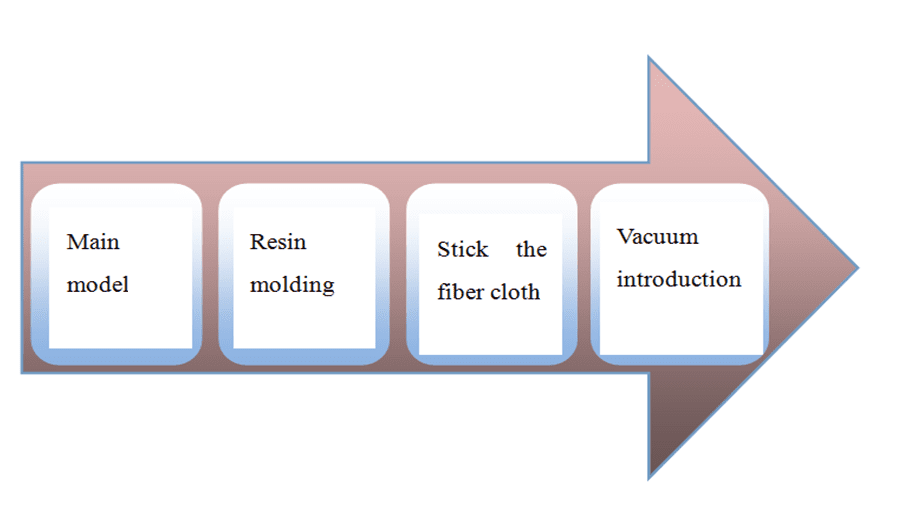
Основной принцип процесса введения вакуума заключается в укладке стекловолокна, стеклоткани, различных вставок, разделительной ткани, проницаемого для смолы слоя, укладки смоляного трубопровода и покрытия нейлона (или резины на отвержденном слое гелькоута). Силиконовая) гибкая пленка (т.е. вакуумный пакет), пленка и периферия полости плотно запечатываются.
Полость вакуумируют и в полость вводят смолу. Процесс формования, при котором смолой пропитывается смоланая трубка и поверхность волокна в вакууме для пропитки пучка волокон при комнатной температуре или при нагревании.
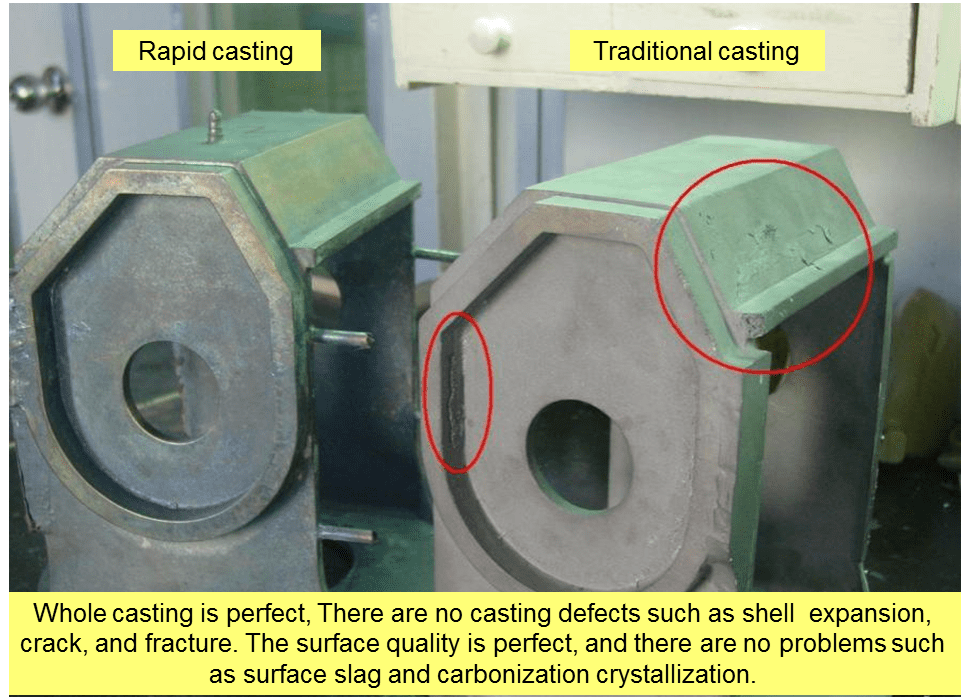
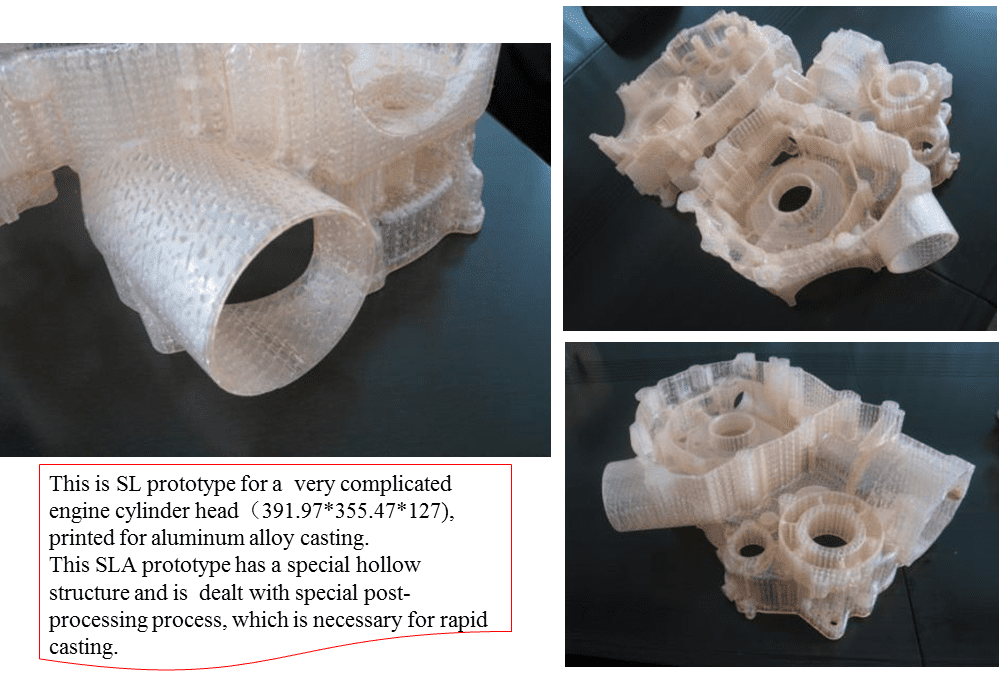
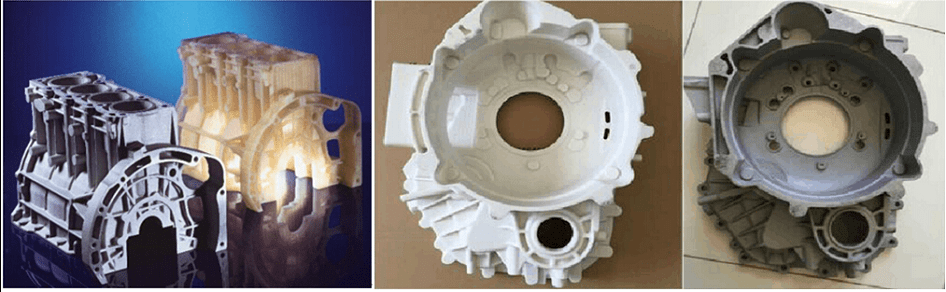
Быстрый кастинг
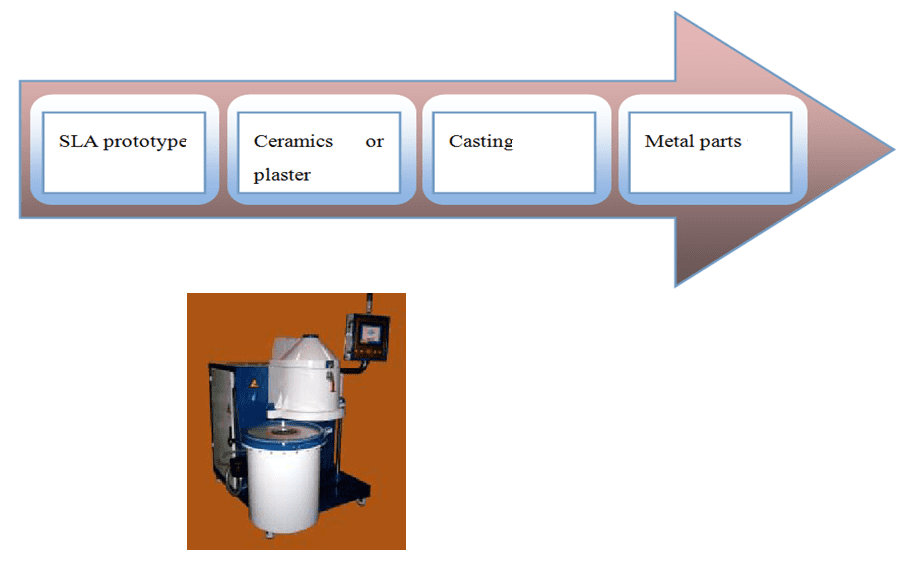
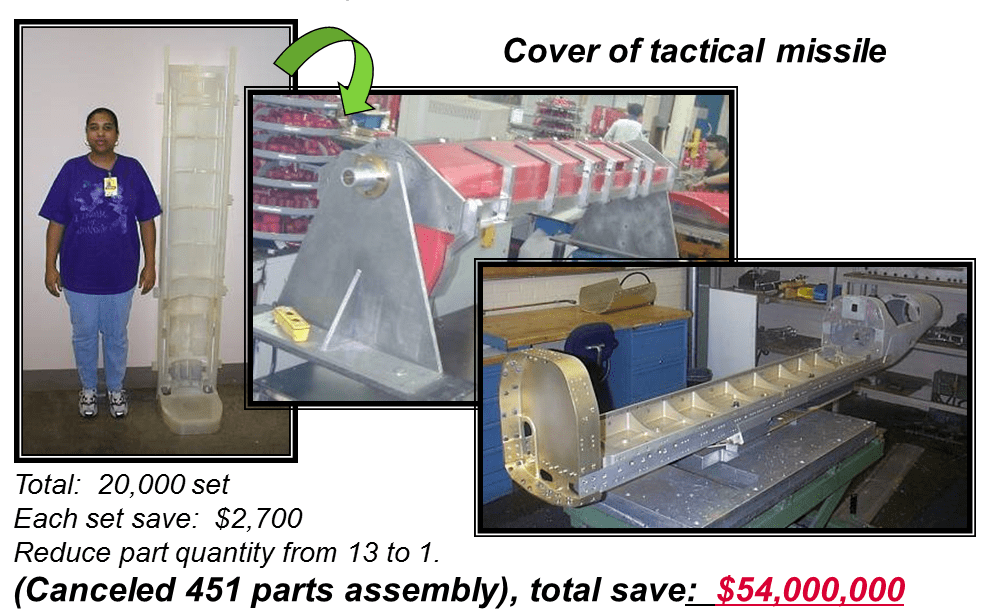
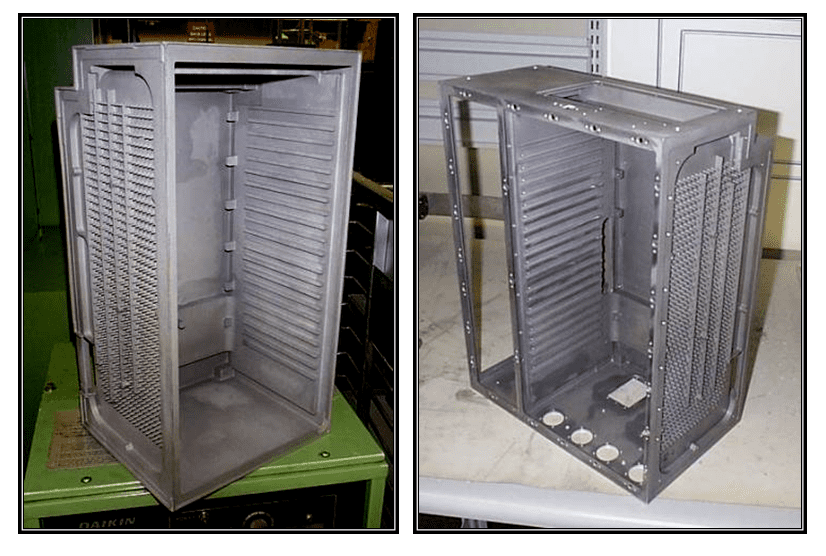
Сочетание технологии 3D-печати и традиционной технологии литья привело к созданию технологии быстрого литья. Основной принцип заключается в использовании технологии 3D-печати для прямой или косвенной печати форм из пенопласта, полиэтиленовой формы, образца воска, шаблона, формы, стержня или оболочки для литья, а затем объединения традиционного процесса литья для быстрого литья металлических деталей.
Сочетание технологии 3D-печати и процесса литья в полной мере раскрывает преимущества быстрой 3D-печати, низкой стоимости, возможности изготовления сложных деталей и отливки любого металла, не зависит от формы и размера, а также низкой стоимости. Их сочетание можно использовать, чтобы избежать недостатков, значительно упрощая и сокращая процесс длительного проектирования, модификации, доработки до формования.
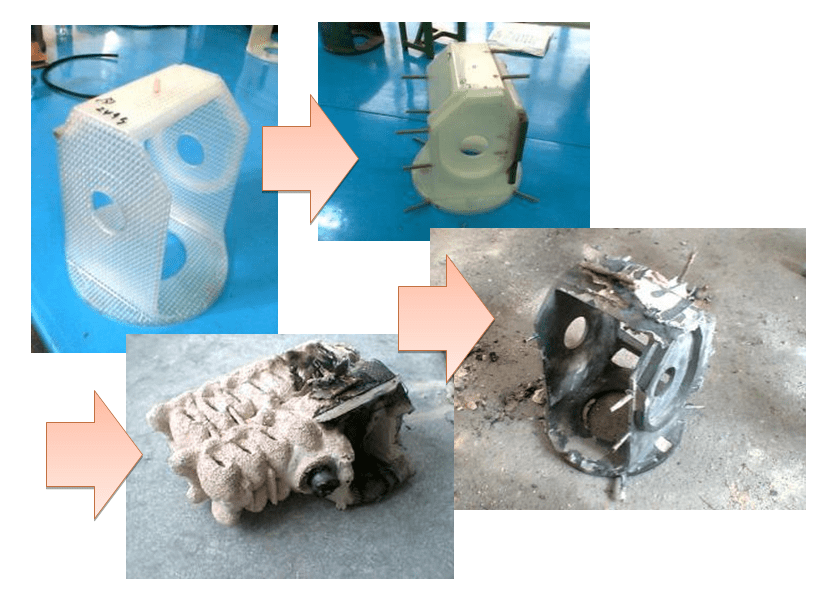
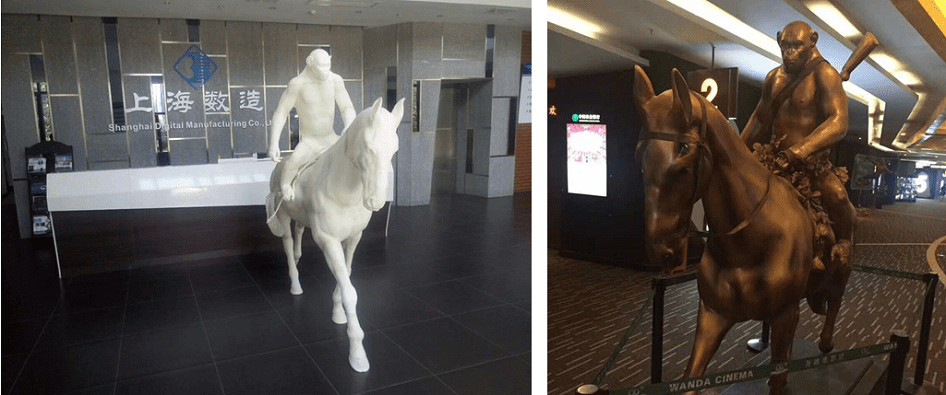
Литье по выплавляемым моделям
Литье по выплавляемым моделям относится к относительно новому методу литья металла, также известному как литье в полную форму, испарение и литье без полостей. Прототип изготавливается из пенопласта (ПЕНПЛАСТИК) и обычно представляет собой пенополистирол. Положительная форма заполняется литым песком (FOVNDRY SAND) для формирования формы (MOLD), то же самое справедливо и для отрицательной формы. Когда расплавленный металл впрыскивается в форму (т.е. форму из полистирола), пена испаряется или теряется, оставляя отрицательную форму из литейного песка, заполненную расплавленным металлом. Этот метод литья позже был принят сообществом скульпторов и сейчас используется в промышленном производстве.
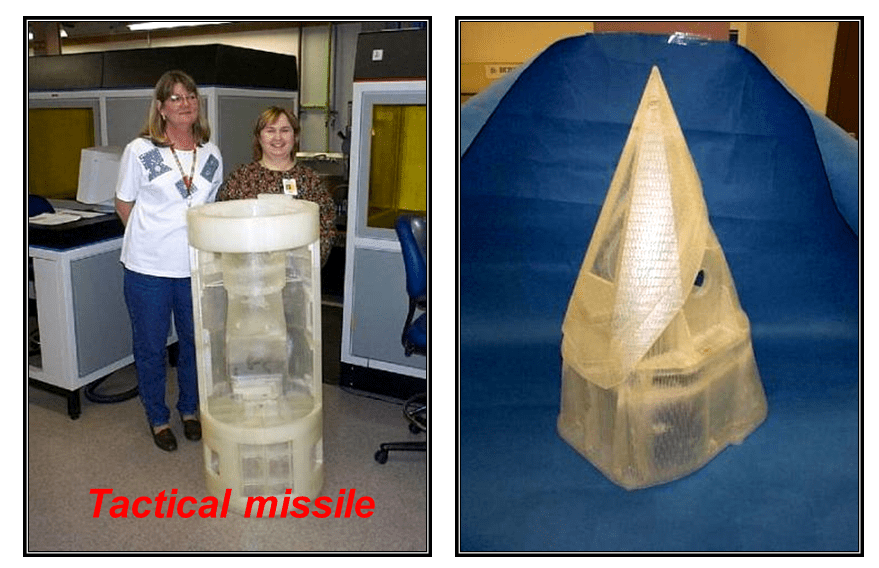
Рекомендуется SL 3D-принтер
Рекомендуется использовать 3D-принтер SL большого размера, например 3DSL-600Hi с рабочим объемом 600*600*400 мм и более крупный принтер 3DSL-800Hi с рабочим объемом 800*600*550 мм.