

Predstavenie technológie RP
Rapid Prototyping (RP) je nová vyrobná technológia, ktorá bola prvykrát predstavená v Spojenych ?tátoch koncom osemdesiatych rokov minulého storo?ia. Integruje moderné vedecké a technologické vydobytky, ako sú CAD technológie, technológie numerického riadenia, laserové technológie a materiálové technológie, a je d?le?itou sú?as?ou pokro?ilych vyrobnych technológií. Na rozdiel od tradi?nych metód rezania, rychle prototypovanie vyu?íva formovací mechanizmus, v ktorom sú vrstvené materiály navrstvené na vyrobu trojrozmerného prototypu dielu. Po prvé, softvér na vytváranie vrstiev rozdelí CAD geometriu dielu pod?a ur?itej hrúbky vrstvy a získa sériu informácií o obryse. Tvarovacia hlava stroja na rychle prototypovanie je riadená riadiacim systémom pod?a dvojrozmernej informácie o obryse. Stuhnuté alebo narezané tak, aby vytvorili tenké vrstvy r?znych sekcií a automaticky sa prevrstvili do trojrozmernych entít
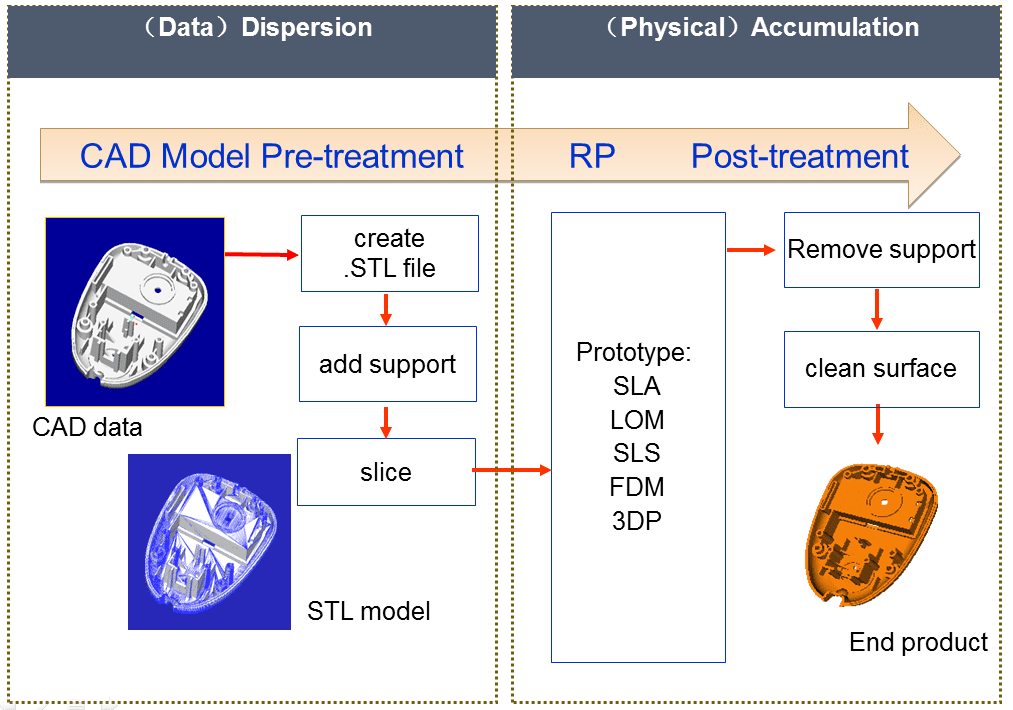
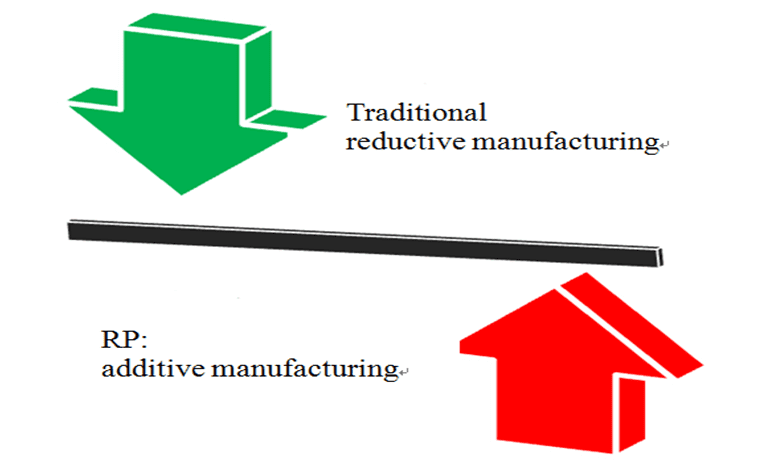
Aditívna vyroba
Na rozdiel od tradi?nej reduktívnej vyroby, RP pou?íva na spracovanie pevnych modelov metódu akumulácie materiálu vrstva po vrstve, preto sa nazyva aj aditívna vyroba (AM) alebo technológia vyroby vrstiev (LMT).
Charakteristika RP techniky
Hje vysoko flexibilny, doká?e produkova? akéko?vek 3D pevné modely akejko?vek zlo?itej ?truktúry a vyrobné náklady sú takmer nezávislé od zlo?itosti produktu.
CPriame riadenie modelu AD, proces formovania je úplne digitálny, nie sú potrebné ?iadne ?peciálne prípravky alebo nástroje a dizajn a vyroba (CAD/CAM) sú vysoko integrované.
Hvysoká presnos?, ±0,1%
Hvysoko reduktívne, schopné robi? ve?mi jemné detaily, tenké steny
Mstará kvalita povrchu je vynikajúca
Fast rychlos?
Hvysoko automatizovany: proces je plne automatizovany, proces nevy?aduje ?udsky zásah a zariadenie m??e by? bez dozoru
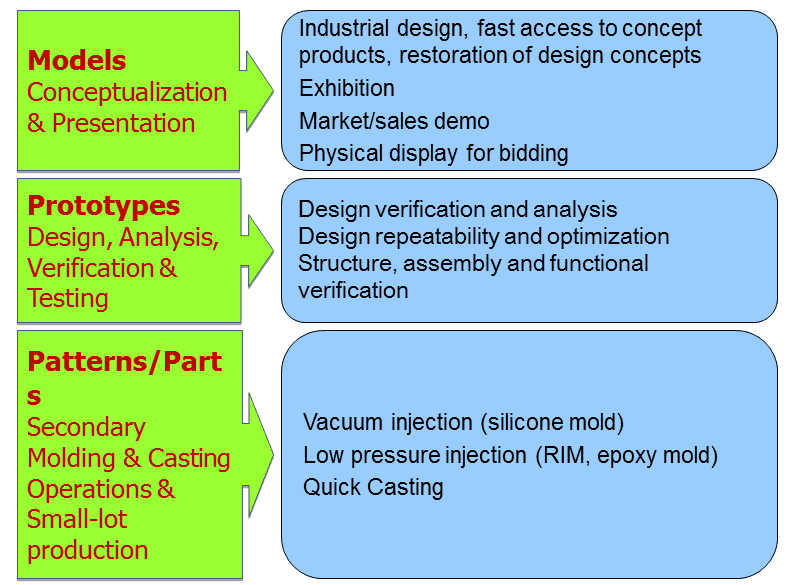
Aplikácie technológie RP
Technológia RP je ?iroko pou?ívaná v oblastiach:
Modely (konceptualizácia a prezentácia):
Priemyselny dizajn, rychly prístup ku koncep?nym produktom, re?taurovanie dizajnovych konceptov, vystava at?.
Prototypy (návrh, analyza, overovanie a testovanie):
Overenie a analyza návrhu, Opakovate?nos? a optimalizácia návrhu at?.
Vzory/diely (sekundárne lisovanie a odlievanie a malosériová vyroba):
Vákuové vstrekovanie (silikónová forma), Nízkotlakové vstrekovanie (RIM, epoxidová forma) at?.
?
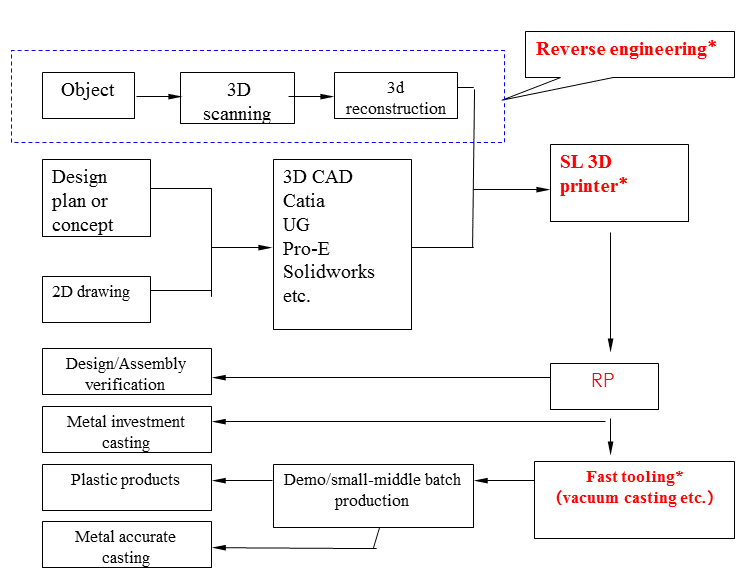
Proces aplikácie RP
Proces aplikácie m??e za?a? bu? od objektu, 2D vykresov alebo len nápadu. Ak je k dispozícii iba objekt, prvym krokom je naskenova? objekt, aby ste získali údaje CAD, prejs? na revízny proces in?inierstva alebo len upravi? alebo upravi? a potom za?a? proces RP.
Ak existujú 2D vykresy alebo nápady, je potrebné prejs? na postup 3D modelovania pomocou ?peciálneho softvéru a potom prejs? na proces 3D tla?e.
Po procese RP m??ete získa? pevny model na funk?ny test, montá?ny test alebo prejs? na iné postupy odlievania pod?a skuto?nych potrieb klientov.
?
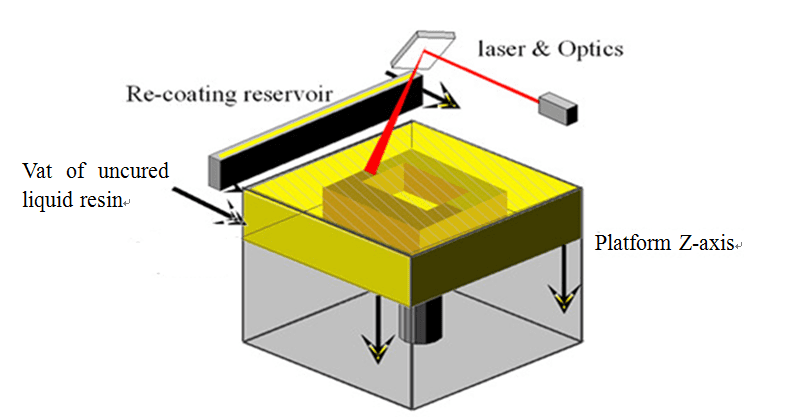
Zavedenie technológie SL
Domáci názov je stereolitografia, známa aj ako laserové vytvrdzovanie rychleho prototypovania. Princíp spo?íva v tom, ?e laser sa zaostrí na povrch tekutej fotocitlivej ?ivice a naskenuje sa pod?a tvaru prierezu dielu tak, aby sa selektívne vytvrdil od bodu k línii k povrchu, aby sa dokon?ilo vytvrdenie jedného dielu. vrstvu a potom sa zdvíhacia plo?ina zní?i o jednu hrúbku vrstvy a pretrie sa novou vrstvou ?ivice a vytvrdí sa laserom, kym sa nevytvorí cely pevny model.
Vyhoda SL 3D tla?iarní SHDM
Hvysoká ú?innos? a maximálna rychlos?400 g/ha produktivita za 24 hodín m??e dosiahnu? 10 kg.
Large zostavi? objemy, dostupné ve?kosti sú360*360*300(mm), 600*600*400(mm),800*800*550(mm),1600*800*550 (mm)a ?al?ie prisp?sobené objemy zostavy.
Materiálny vykon je lacny a vysoko vylep?eny z h?adiska pevnosti, hú?evnatosti a odolnosti vo?i vysokej teplote, vhodny pre in?inierske aplikácie.
Ovyrazne zlep?ila presnos? ve?kosti a stabilitu.
MV riadiacom softvéri je mo?né spracova? viacero dielov sú?asne a je tu dokonalá funkcia samoskladania dielov.
Spou?ite?né pre malosériovú vyrobu.
Uunikátna technológia hniezda ?ivicovych nádr?í s r?znym objemom, mo?no potla?i? 1 kg ?ivice, ?o je obzvlá?? vhodné pre vyskum a vyvoj.
Rvymenite?ná ?ivicová nádr?, iná ?ivica sa dá ?ahko vymeni?.
搜索
復(fù)制
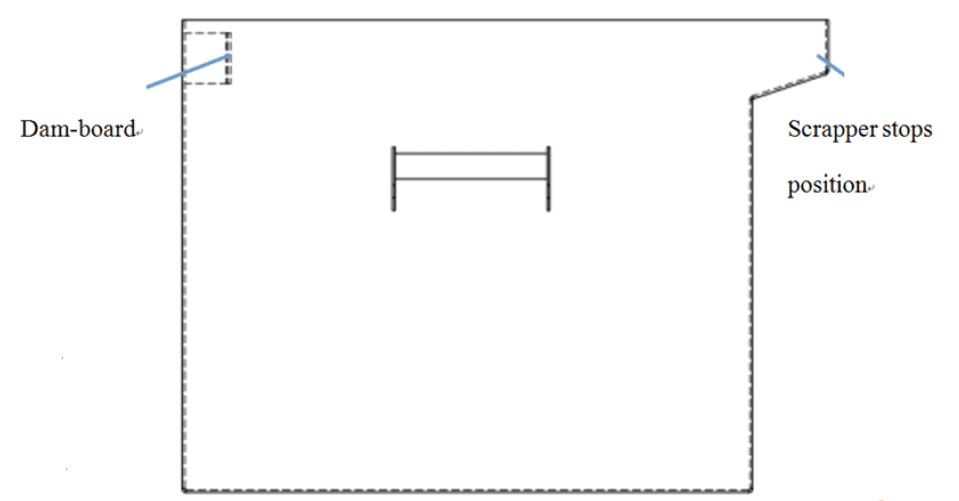
Vymenite?ná ?ivicová nádr?
Iba vytiahnite a zatla?te, m??ete vytla?i? inú ?ivicu.
Nádr? na ?ivicu série 3DSL je vymenite?ná (okrem 3DSL-800). Pri tla?iarni 3DSL-360 je nádr? na ?ivicu so zásuvkovym re?imom, pri vymene nádr?ky na ?ivicu je potrebné nádr? na ?ivicu spusti? na dno a zdvihnú? dve západky zámku a nádr?ku na ?ivicu vytiahnu?. Po d?kladnom vy?istení nádr?e so ?ivicou nalejte novú ?ivicu a potom zdvihnite západky a zatla?te nádr?ku so ?ivicou do tla?iarne a dobre ju zaistite.
3DSL 600 je s rovnakym systémom ?ivicovej nádr?e. Na spodnej strane zásobníka ?ivice sú 4 kolíky, ktoré u?ah?ujú vy?ahovanie a zasúvanie.
?
搜索
復(fù)制
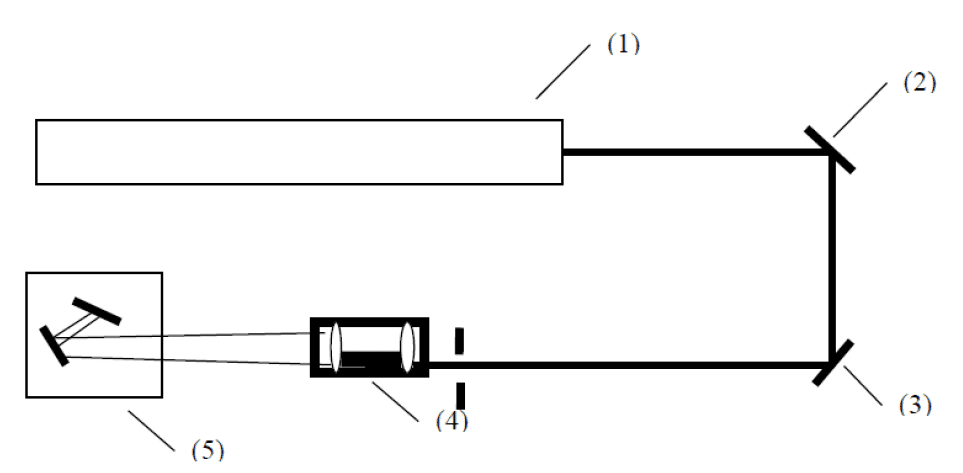
Opticky systém - Vykonny pevny laser
3D tla?iarne SL série 3DSL vyu?ívajú vysoko vykonné pevné laserové zariadenie z3Wa kontinuálna vystupná vlnová d??ka je 355 nm. Vystupny vykon je 200mw-350mw, vzduchové a vodné chladenie je volite?né.
(1). Laserové zariadenie
(2). Reflektor 1
(3). Reflektor 2
(4). Roz?irova? lú?ov
(5). Galvanometer
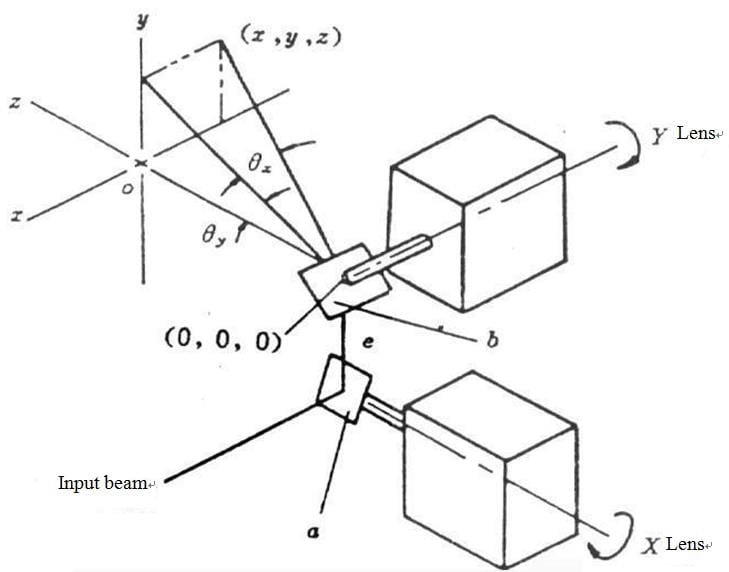
Vysokoú?inny galvanometer
Maximálna rychlos? skenovania:10 000 mm/s
Galvanometer je ?peciálny vykyvny motor, jeho základná teória je rovnaká ako u mera?a prúdu, ke? cievkou prechádza ur?ity prúd, rotor sa rozíde o ur?ity uhol a uhol vychylenia je úmerny prúdu. Tak?e galvanometer sa tie? nazyva galvanometer skener. Dva vertikálne in?talované galvanometre tvoria dva smery snímania X a Y.
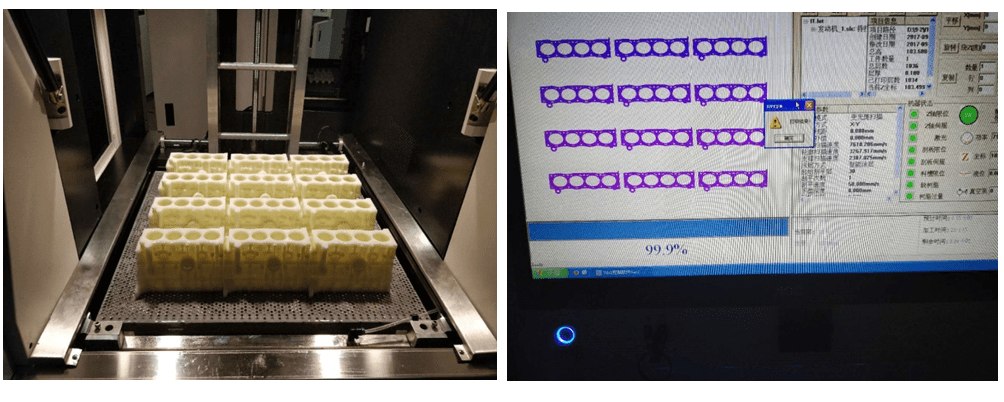
Blok motora na testovanie produktivity
Testovacia ?as? je blok motora automobilu, Ve?kos? dielu: 165 mm × 123 mm × 98,6 mm
Objem dielu: 416 cm3, tla? 12 kusov naraz
Celková hmotnos? je asi 6500 g, Hrúbka: 0,1 mm, Rychlos? striekania: 50 mm/s,
Dokon?enie trvá 23 hodín,priemerne 282 g/h
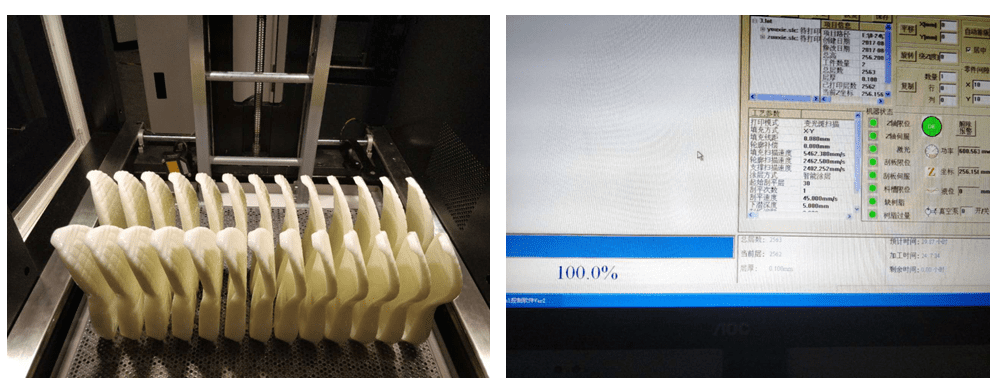
Test produktivity – podrá?ky topánok
SL 3D tla?iareň: 3DSL-600
Vytla?te 26 podrá?ok topánok sú?asne.
Dokon?enie trvá 24 hodín
Priemer 55 minna jednu podrá?ku topánok
搜索
復(fù)制
Stiahnite si bro?úru
Oblasti pou?itia






Vzdelávanie
Rychle prototypy
Automobilovy
Casting
Art Design
Lekárska
?as odoslania: 23. januára 2024