

Predstavitev tehnologije RP
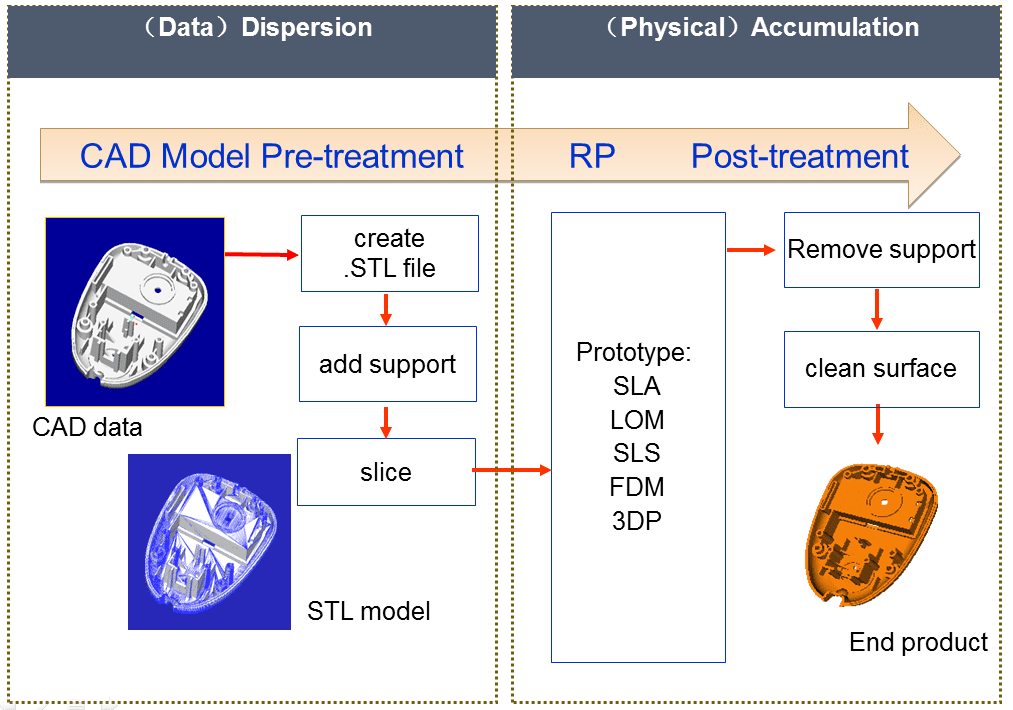
Hitra izdelava prototipov (RP) je nova proizvodna tehnologija, ki je bila prvi? predstavljena v Zdru?enih dr?avah Amerike v poznih osemdesetih letih prej?njega stoletja. Zdru?uje sodobne znanstvene in tehnolo?ke dose?ke, kot so CAD tehnologija, tehnologija numeri?nega krmiljenja, laserska tehnologija in tehnologija materialov, ter je pomemben del napredne proizvodne tehnologije. Za razliko od tradicionalnih metod rezanja, hitra izdelava prototipov uporablja mehanizem oblikovanja, v katerem se ve?plastni materiali nanesejo na strojno obdelavo prototipa tridimenzionalnega dela. Prvi?, programska oprema za plastenje razre?e geometrijo CAD dela glede na dolo?eno debelino plasti in pridobi vrsto informacij o konturah. Oblikovalno glavo stroja za hitro izdelavo prototipov krmili krmilni sistem v skladu z dvodimenzionalnimi konturnimi informacijami. Strjene ali razrezane v tanke plasti razli?nih odsekov in samodejno prekrite v tridimenzionalne entitete
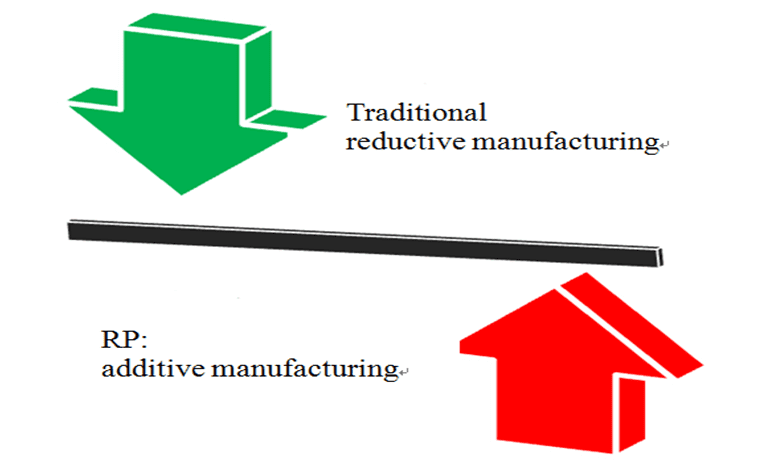
Aditivna proizvodnja
Za razliko od tradicionalne reduktivne proizvodnje RP uporablja metodo kopi?enja materiala po plasteh za obdelavo trdnih modelov, zato se imenuje tudi aditivna proizvodnja (AM) ali ve?plastna proizvodna tehnologija (LMT).
Zna?ilnosti RP tehnike
Hzelo prilagodljiv, lahko izdela vse 3D trdne modele katere koli kompleksne strukture, proizvodni stro?ki pa so skoraj neodvisni od kompleksnosti izdelka.
CNeposredna vo?nja modela AD, postopek oblikovanja je popolnoma digitalen, niso potrebna nobena posebna vpenjala ali orodja, na?rtovanje in proizvodnja (CAD/CAM) pa sta visoko integrirana.
Hvisoka natan?nost, ±0,1%
Hzelo reduktiven, sposoben narediti zelo fine detajle, tanke stene
Mkakovost stare povr?ine je odli?na
Fast hitrost
Hzelo avtomatiziran: postopek je popolnoma avtomatiziran, postopek ne zahteva ?love?kega posredovanja in oprema je lahko nenadzorovana
Uporaba tehnologije RP
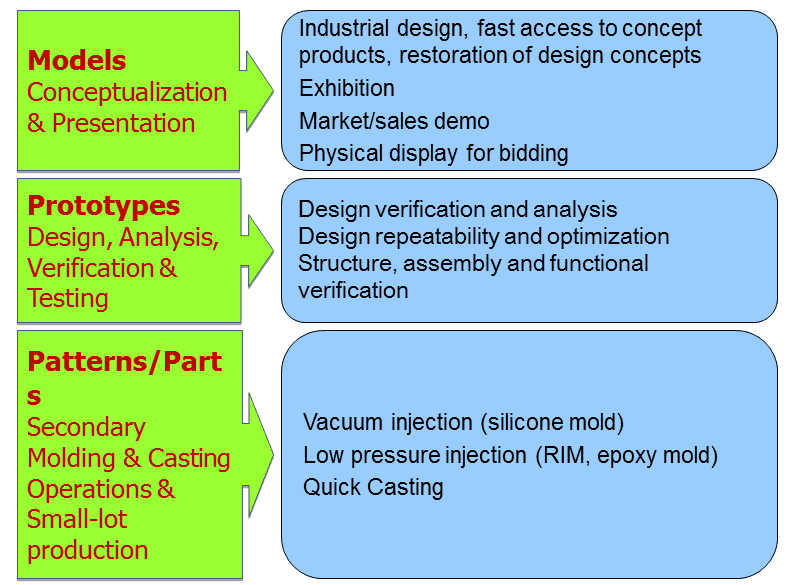
Tehnologija RP se pogosto uporablja na podro?jih:
Modeli (konceptualizacija in predstavitev):
Industrijsko oblikovanje, hiter dostop do konceptnih izdelkov, obnova oblikovalskih konceptov, razstava itd.
Prototipi (na?rtovanje, analiza, preverjanje in testiranje):
Preverjanje in analiza zasnove, ponovljivost zasnove in optimizacija itd.
Vzorci/deli (sekundarne operacije oblikovanja in litja ter proizvodnja majhnih serij):
Vakuumsko brizganje (silikonski kalup), nizkotla?no brizganje (RIM, epoksi kalup) itd.
?
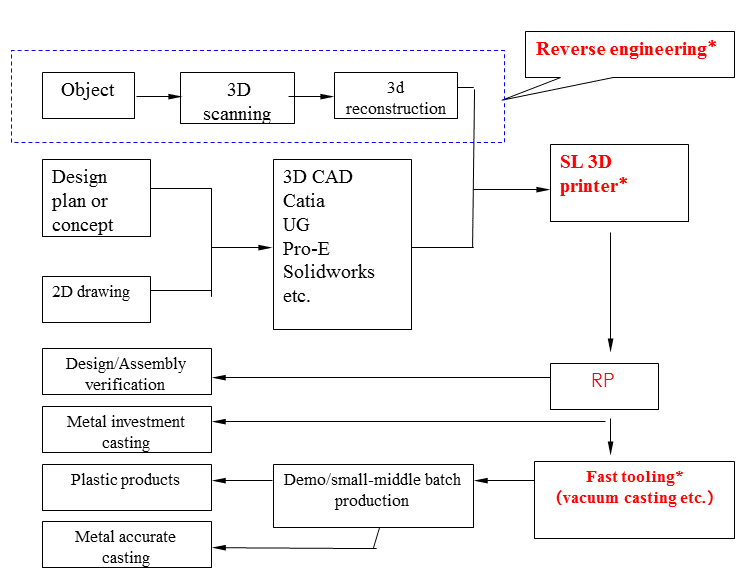
Postopek prijave RP
Postopek prijave se lahko za?ne s predmetom, 2D risbami ali samo idejo. ?e je na voljo samo objekt, je prvi korak skeniranje predmeta, da se pridobijo podatki CAD, pojdite na ponovni pregled in?enirskega procesa ali samo dopolnitev ali modifikacijo in nato za?nite postopek RP.
?e obstajajo 2D risbe ali ideja, je potrebno iti v postopek 3D modeliranja s posebno programsko opremo, nato pa v postopek 3D tiskanja.
Po postopku RP lahko dobite trdni model za funkcionalni preizkus, test sestavljanja ali greste na druge postopke za ulivanje glede na dejanske potrebe strank.
?
Uvedba SL tehnologije
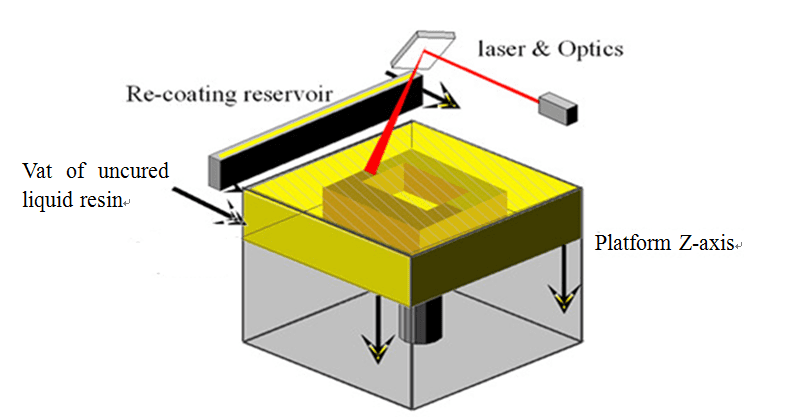
Doma?e ime je stereolitografija, znano tudi kot lasersko utrjevalna hitra izdelava prototipov. Na?elo je: laser je usmerjen na povr?ino teko?e fotoob?utljive smole in skeniran glede na obliko preseka dela, tako da se selektivno strdi, od to?ke do ?rte do povr?ine, da se zaklju?i strjevanje enega plast, nato pa se dvi?na plo??ad spusti za eno plast in ponovno prevle?e z novo plastjo smole ter strdi z laserjem, dokler se ne oblikuje celoten trdni model.
Prednost SL 3D tiskalnikov SHDM
Hvisoka u?inkovitost in dose?e najve?jo hitrost400g/hin produktivnost v 24 urah lahko dose?e 10 kg.
Lvelike gradbene koli?ine, razpolo?ljive velikosti so360 * 360 * 300 (mm), 600 * 600 * 400 (mm), 800 * 800 * 550 (mm),1600*800*550 (mm)in druge prilagojene gradbene koli?ine.
Materialna zmogljivost je poceni in mo?no izbolj?ana v vidikih trdnosti, trdnosti in odpornosti na visoke temperature, primerna za in?enirske aplikacije.
Oo?itno izbolj?ana natan?nost velikosti in stabilnost.
Mv nadzorni programski opremi je mogo?e isto?asno obdelati ve? delov in obstaja popolna funkcija samosestavljanja delov.
Sprimeren za maloserijsko proizvodnjo.
Unique nest tehnologija rezervoarjev za smolo z razli?no prostornino, 1 kg smole je mogo?e natisniti, kar je ?e posebej primerno za raziskave in razvoj.
Rzamenljiv rezervoar za smolo, razli?ne smole je mogo?e preprosto zamenjati.
搜索
復(fù)制
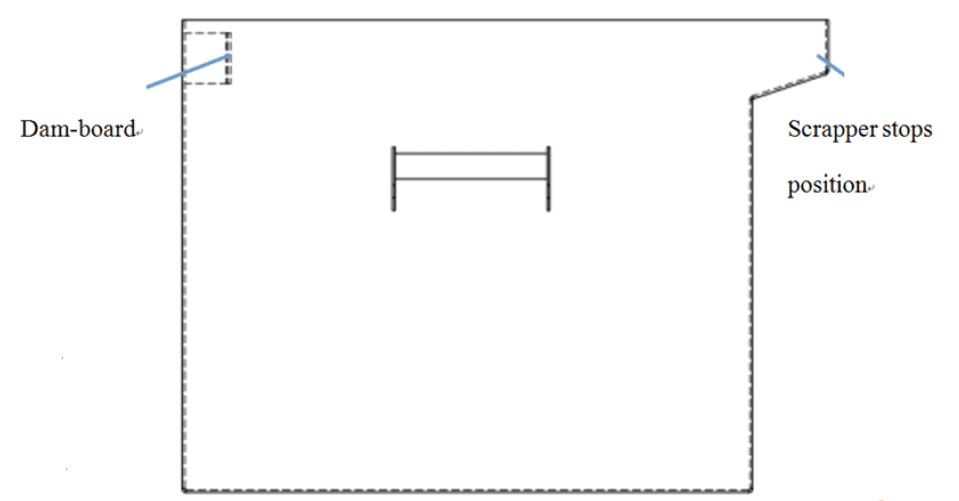
Zamenljiv rezervoar za smolo
Samo izvlecite in potisnite noter, lahko natisnete drugo smolo.
Posoda za smolo serije 3DSL je zamenljiva (razen 3DSL-800). Pri tiskalniku 3DSL-360 je posoda za smolo v na?inu predala, pri zamenjavi posode za smolo je treba posodo za smolo spustiti na dno in dvigniti dve zaponki ter izvle?i posodo za smolo. Nalijte novo smolo, potem ko dobro o?istite posodo za smolo, nato dvignite zaklepe in potisnite posodo za smolo v tiskalnik ter dobro zapahnite.
3DSL 600 ima enak sistem rezervoarjev za smolo. Pod rezervoarjem za smolo so 4 zanke za la?je izvlekanje in potiskanje.
?
搜索
復(fù)制
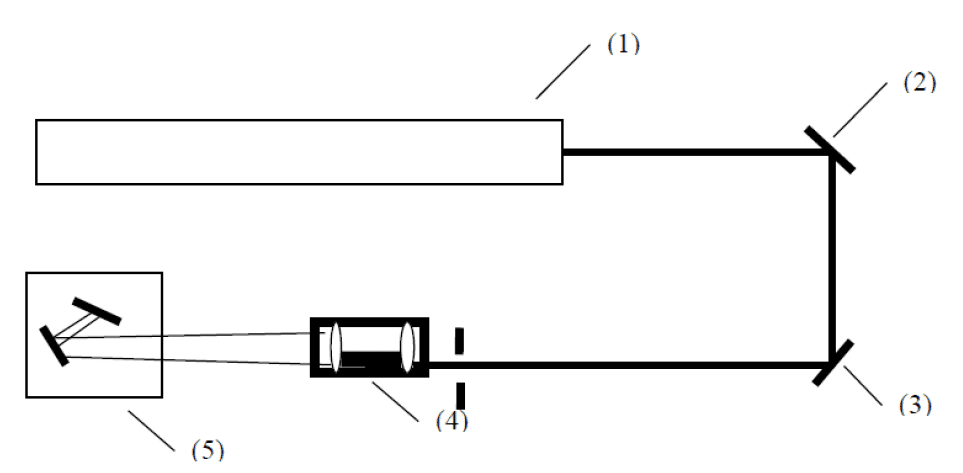
Opti?ni sistem - Zmogljiv trdni laser
3D-tiskalniki SL serije 3DSL uporabljajo visoko zmogljivo trdno lasersko napravo3Win zvezna izhodna valovna dol?ina je 355 n. Izhodna mo? je 200mw-350mw, zra?no hlajenje in vodno hlajenje sta neobvezna.
(1). Laserska naprava
(2). Reflektor 1
(3). Reflektor 2
(4). Raz?irjevalnik snopa
(5). Galvanometer
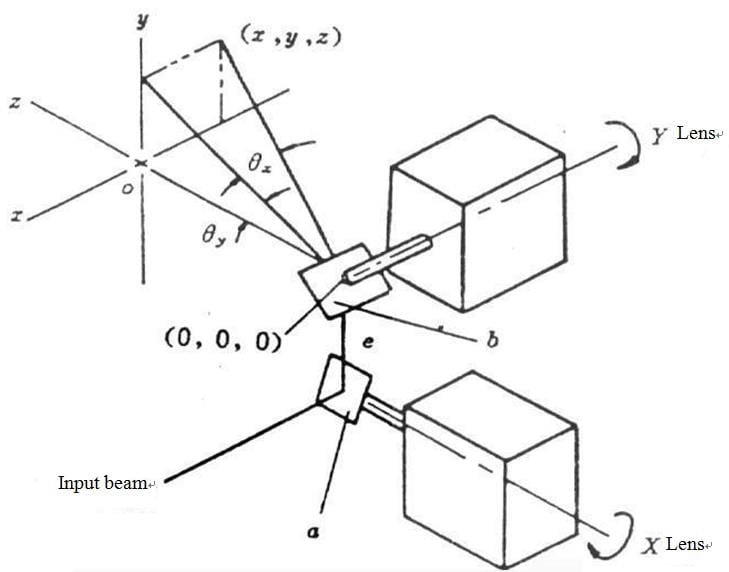
Visoko u?inkovit galvanometer
Najve?ja hitrost skeniranja:10000 mm/s
Galvanometer je poseben nihajni motor, njegova osnovna teorija je enaka kot merilnik toka, ko skozi tuljavo te?e dolo?en tok, bo rotor odstopil za dolo?en kot, kot odklona pa je sorazmeren s tokom. Zato se galvanometer imenuje tudi skener galvanometra. Dva navpi?no name??ena galvanometra tvorita dve smeri skeniranja X in Y.
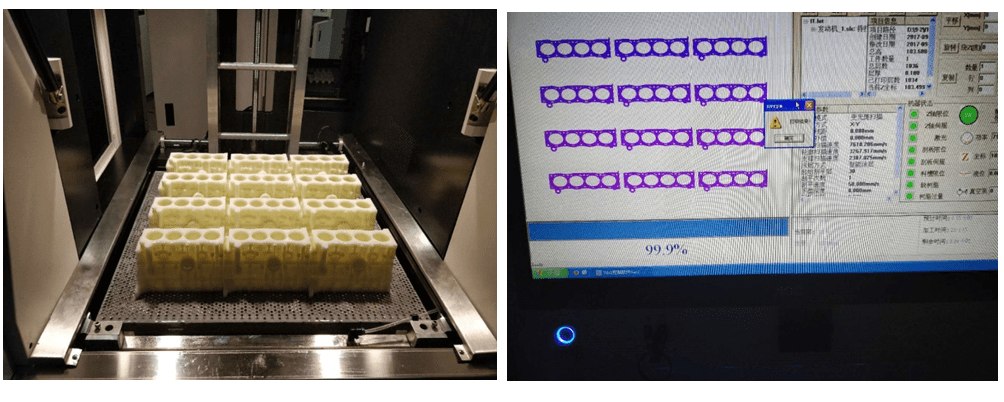
Test produktivnosti - blok motorja avtomobila
Testni del je blok avtomobilskega motorja, velikost dela: 165 mm × 123 mm × 98,6 mm
Prostornina dela: 416 cm3, Tisk 12 kosov hkrati
Skupna te?a je pribli?no 6500 g, debelina: 0,1 mm, hitrost pramenov: 50 mm/s,
Za dokon?anje potrebujete 23 ur,povpre?no 282g/h
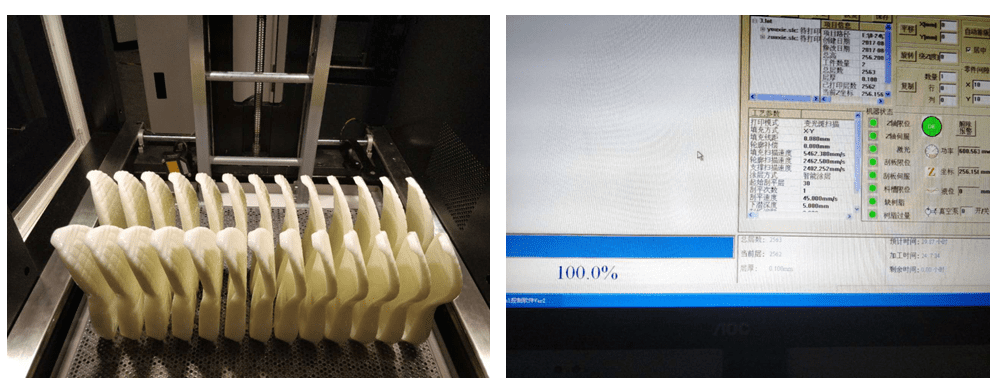
Test produktivnosti - podplati ?evljev
SL 3D tiskalnik: 3DSL-600
Natisnite 26 podplatov ?evljev hkrati.
Za dokon?anje potrebujete 24 ur
Povpre?no 55 minza en podplat ?evlja
搜索
復(fù)制
Prenesi bro?uro
Podro?ja uporabe






izobra?evanje
Hitri prototipi
Avtomobilski
Kasting
Umetni?ko oblikovanje
Medicinski
?as objave: 23. januarja 2024