

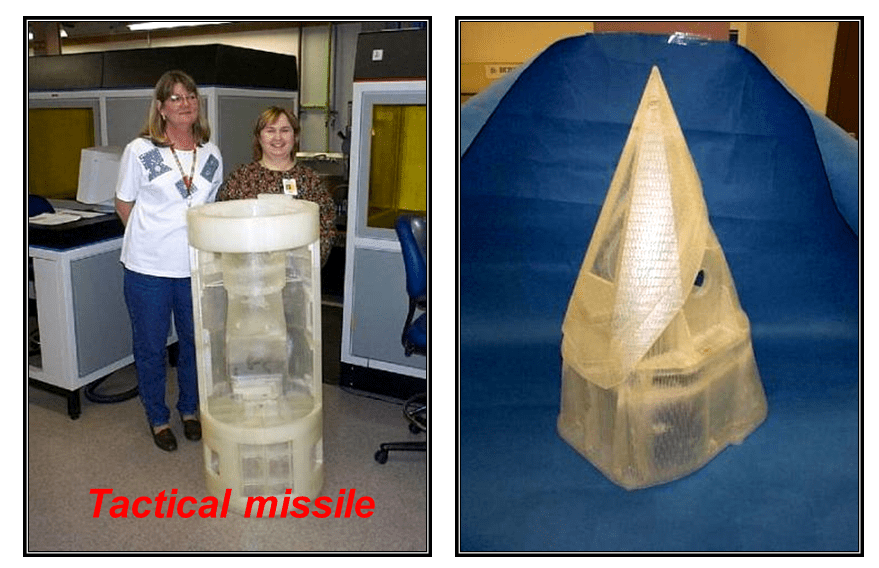
3D-utskrift har en mycket uppenbar hastighetsf?rdel vid produktion av sm? partier och vid utveckling av vissa typer av projekt, s?som fordon, flyg, flyg, milit?r, t?g, motorcykel, fartyg, mekanisk utrustning, vattenpump och keramik, etc.
En m?ngd traditionella gjutprodukter som ?r sv?ra att producera kan nu produceras genom 3D-utskrift s?som 0,5 mm turbinblad, olika interna kyloljepassager och olika strukturellt komplexa gjutgods.
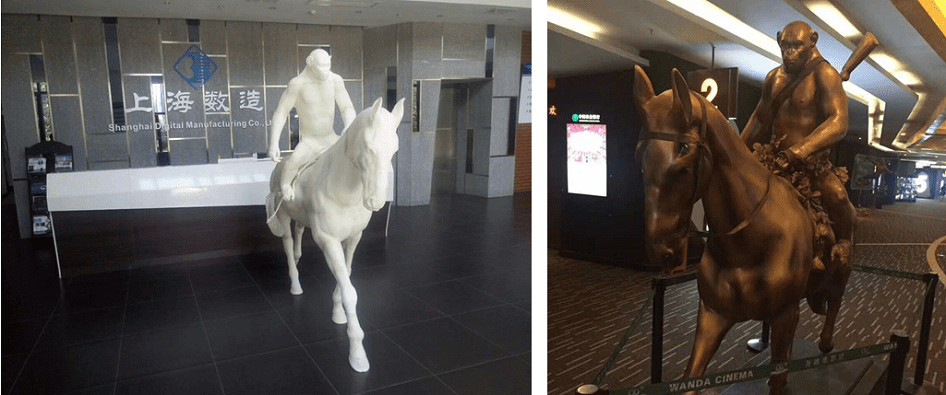
F?r konstverk kan olika typer av formar f?r massproduktion ocks? anv?ndas i stor utstr?ckning.
3D-utskrift ?kar gjutningsindustrin
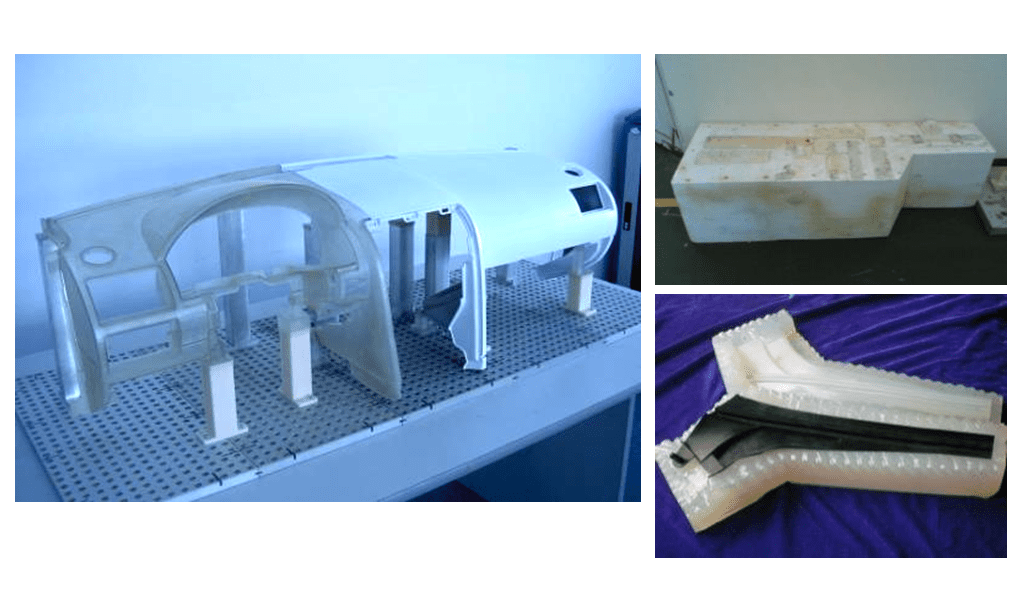
Vakuumgjutning
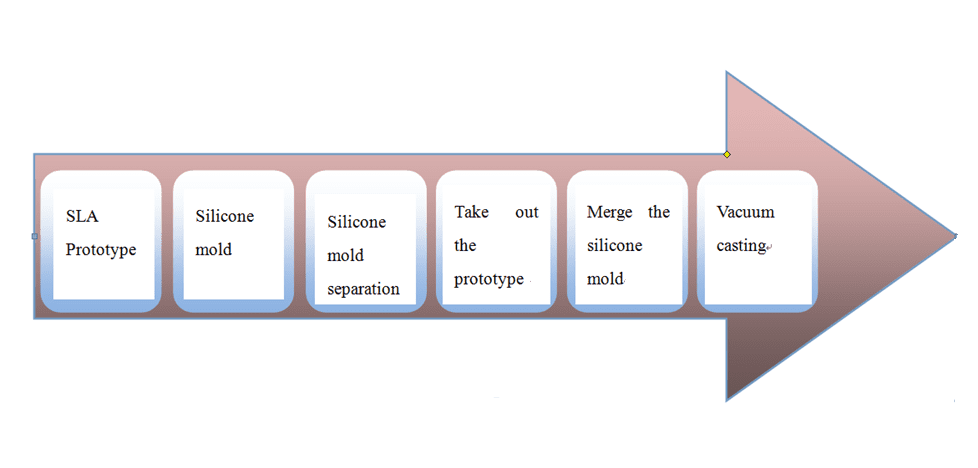
Baserat p? till?mpningen av RP-teknik har den nya produktutvecklingslinjen, som anv?nde RTV-kiselgummiformning och vakuumgjutning, nu i stor utstr?ckning till?mpats inom omr?det bil, elektronisk och medicinsk.

RIM: L?gtrycksreaktionsformsprutning (Epoxigjutning)
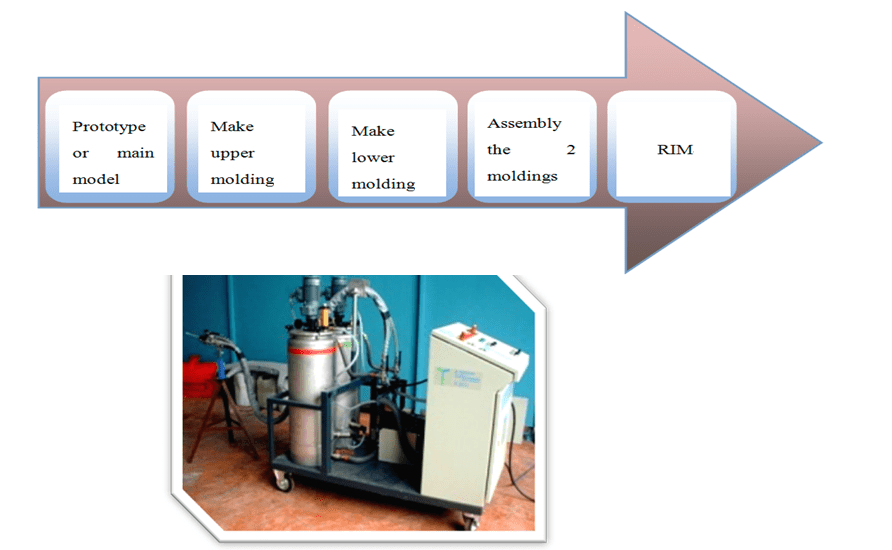
RIM ?r en ny process som anv?nds f?r tillverkning av snabba gjutningar. Det ?r en blandning av tv?komponents polyuretanmaterial, som sprutas in i en snabb form under normal temperatur och l?gt tryck och bildas genom kemiska och fysikaliska processer som polymerisation, tv?rbindning och stelning av material.
Det har f?rdelarna med h?g effektivitet, kort produktionscykel, enkel process och l?g kostnad. Den ?r l?mplig f?r sm?skalig provproduktion i produktutvecklingsprocessen, s?v?l som sm?volymproduktion, enkel struktur p? locket och produktion av stora tjockv?ggiga och oj?mna tjockv?ggiga produkter.
till?mpliga formar: hartsform, ABS-form, aluminiumlegeringsform
gjutmaterial: tv?komponent polyuretan
material fysiska egenskaper: liknande PP / ABS, produkten har anti-aging, stark slagh?llfasthet, h?g passform, enkel lastning och lossning
Arbetsprincipen f?r RIM l?gtrycksperfusionsgjutning ?r som f?ljer: de f?rformade tv?komponents (eller flerkomponents) flytande r?materialen matas in i blandningshuvudet genom en doseringspump i ett visst f?rh?llande och h?lls sedan kontinuerligt i formen f?r att bilda en reaktionstelnande formgjutning. F?rh?llandejusteringen uppn?s genom en f?r?ndring av pumphastigheten, som styrs av pumpens enhetsutloppsm?ngd och insprutningstiden.

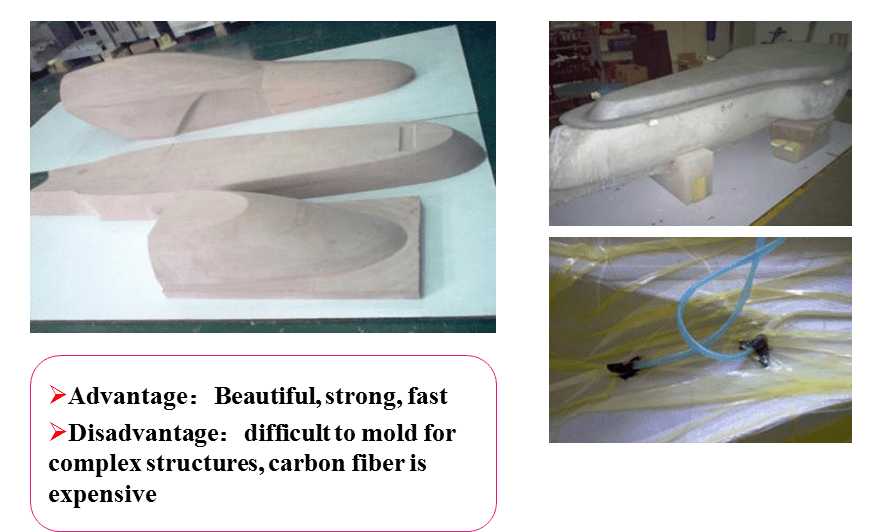
Kolfiber / fiberarmerad plast (FRP) vakuumintroduktion
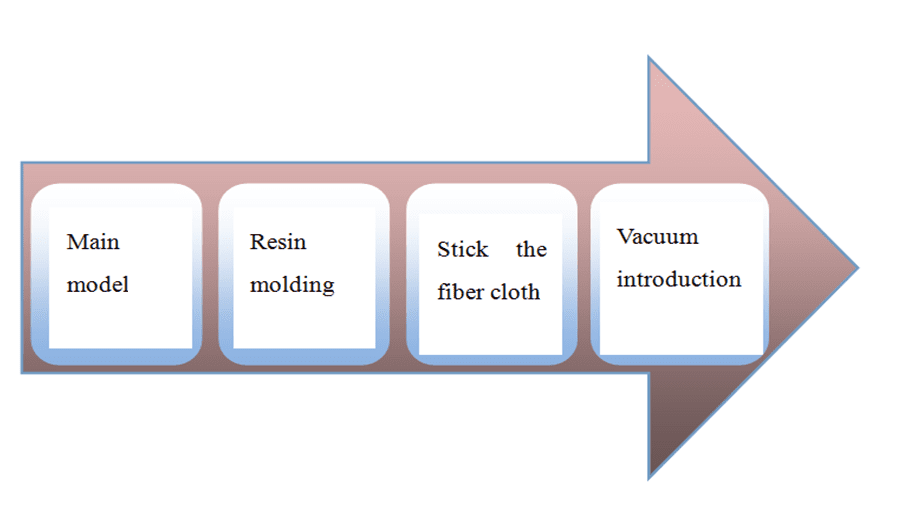
Grundprincipen f?r vakuumintroduktionsprocessen h?nvisar till att l?gga glasfiber, glasfibertyg, olika insatser, sl?pptyg, hartsgenomsl?ppligt skikt, l?ggning av hartsr?rledning och t?ckande nylon (eller gummi, p? det h?rdade gelcoatskiktet). Silikon) flexibel film (dvs. vakuump?se), filmen och kavitetens periferi ?r t?tt f?rslutna.
Kaviteten evakueras och hartset injiceras i h?lrummet. En formningsprocess d?r ett harts impregneras l?ngs ett hartsr?r och en fiberyta under vakuum f?r att impregnera fiberknippet vid rumstemperatur eller under uppv?rmning.
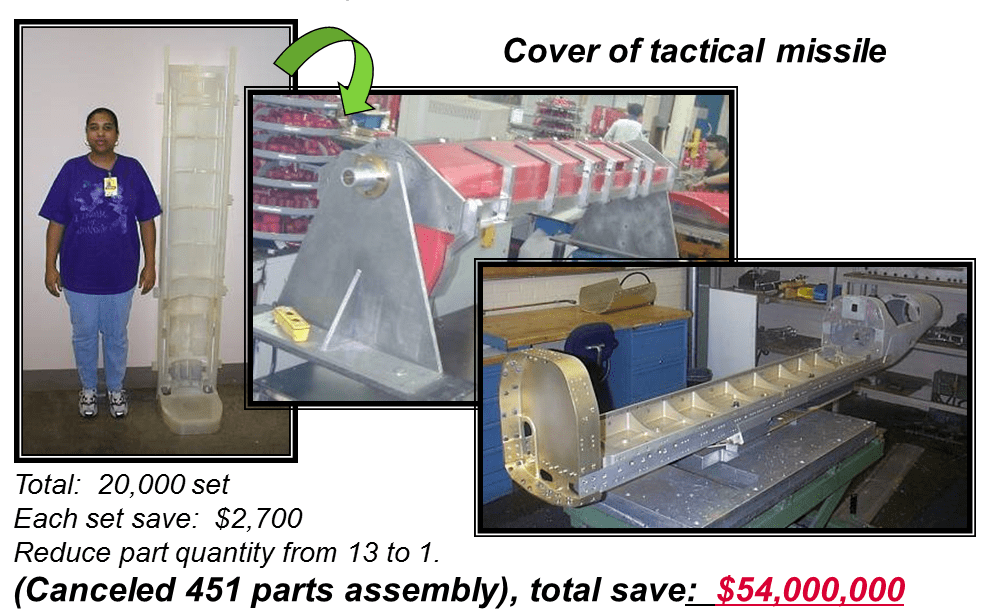
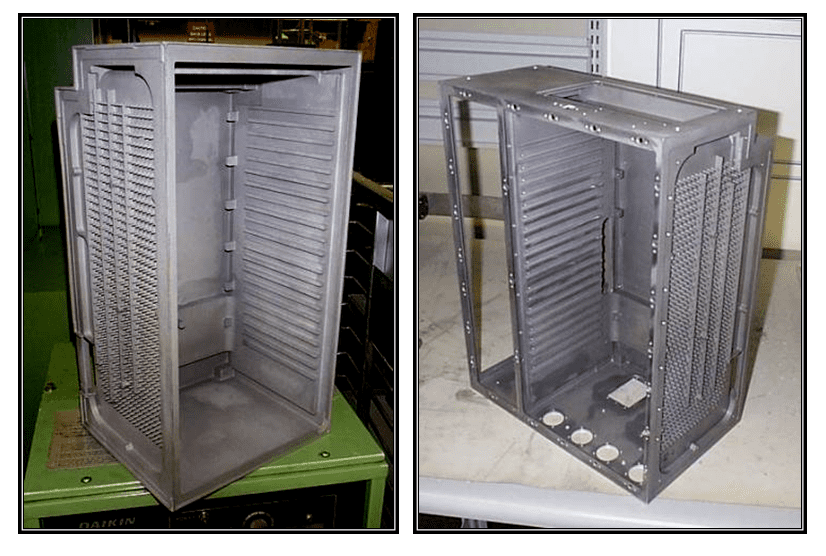
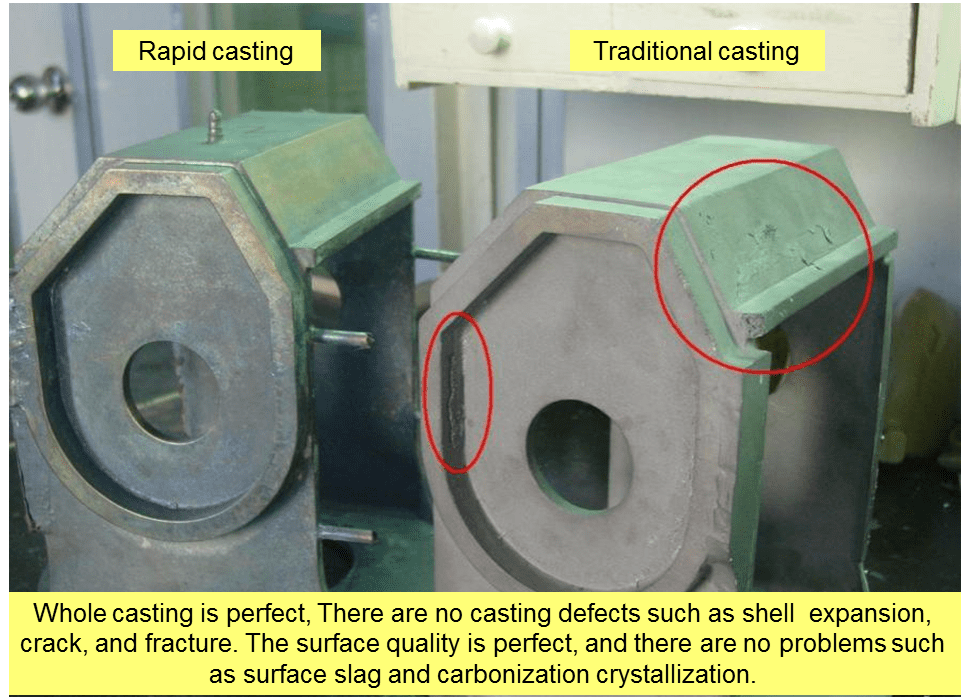
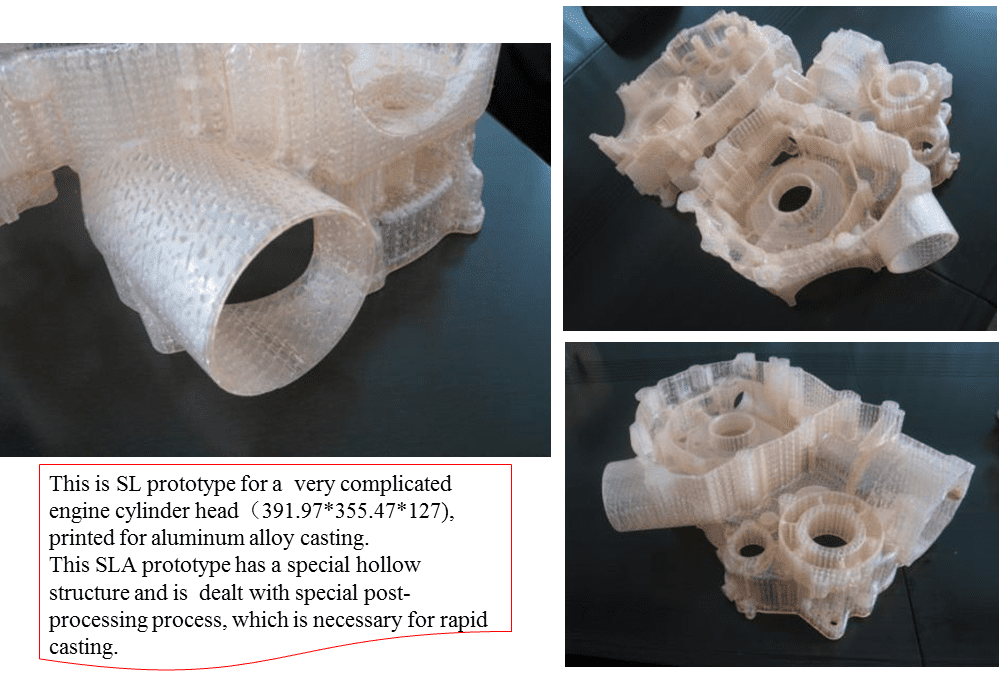
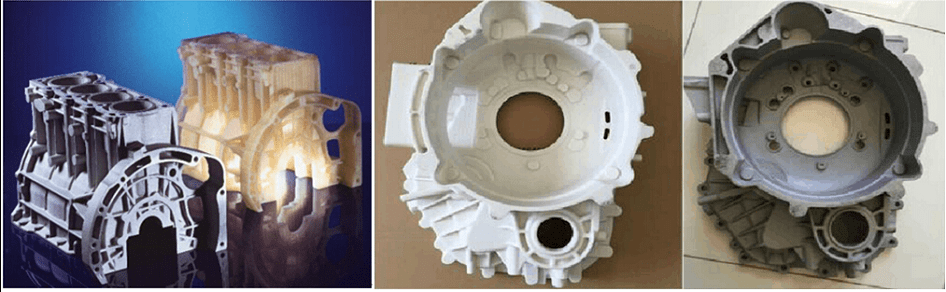
Snabb gjutning
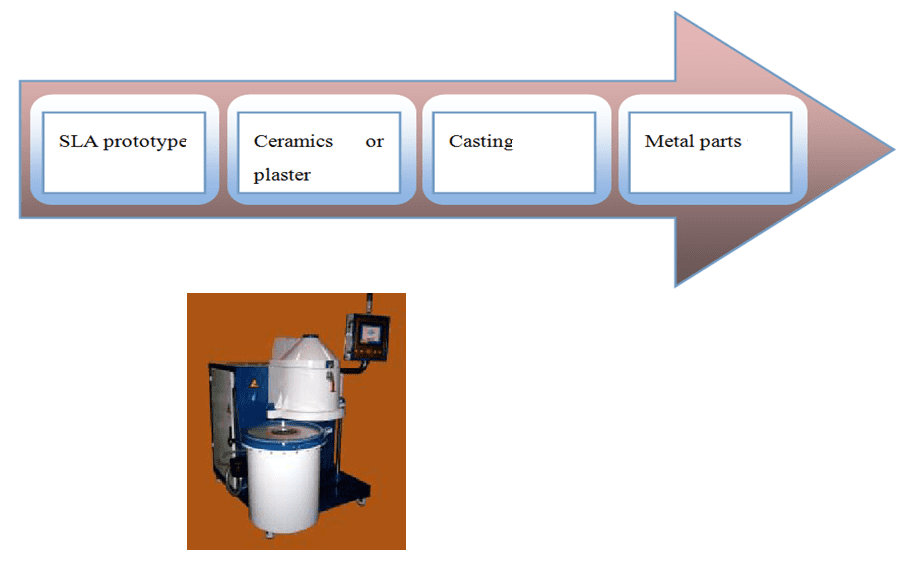
Kombinationen av 3D-utskriftsteknik och traditionell gjutteknik har resulterat i snabb gjutningsteknik. Grundprincipen ?r att anv?nda 3D-utskriftstekniken f?r att direkt eller indirekt skriva ut det f?rlorade skummet, polyetenformen, vaxprovet, mallen, formen, k?rnan eller skalet f?r gjutning, och sedan kombinera den traditionella gjutprocessen f?r att snabbt gjuta metalldelar.
Kombinationen av 3D-utskriftsteknik och gjutprocess ger full nytta av f?rdelarna med snabb 3D-utskrift, l?g kostnad, f?rm?gan att tillverka komplexa delar och gjuta n?gon form av metall, och p?verkas inte av form och storlek och l?g kostnad. Deras kombination kan anv?ndas f?r att undvika svagheter, avsev?rt f?renkla och f?rkorta processen med l?ngvarig design, modifiering, omdesign till gjutning.
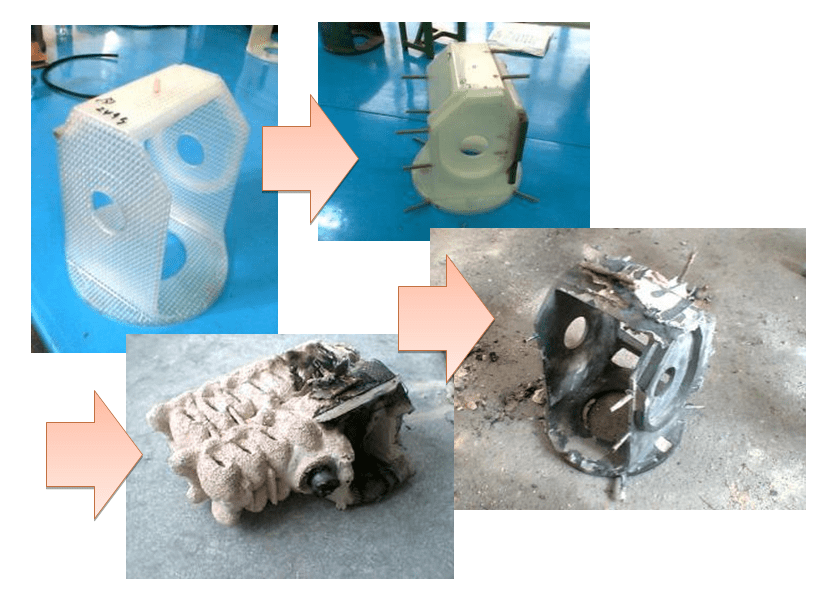
Investeringsgjutning
Investeringsgjutning h?nvisar till en relativt ny metod f?r att gjuta metall, ?ven k?nd som full form, f?r?ngning och kavitetsl?s gjutning. Prototypen ?r gjord av skum (FOAMED PLASTIC) och ?r vanligtvis expanderad polystyren. Den positiva formen fylls med den gjutna sanden (FOVNDRY SAND) f?r att bilda en form (MOLD), och detsamma g?ller f?r den negativa formen. N?r den sm?lta metallen sprutas in i formen (dvs formen gjord av polystyren), avdunstar skummet eller g?r f?rlorat, vilket l?mnar den negativa formen av gjutsanden fylld med sm?lt metall. Denna gjutningsmetod antogs senare av skulpt?rssamfundet och anv?nds nu i industriell tillverkning.
SL 3D-skrivare rekommenderas
Stor storlek p? SL 3D-skrivare rekommenderas, s?som 3DSL-600Hi med byggvolym p? 600 *600*400 mm och st?rre maskin med 3DSL-800Hi med byggvolym p? 800*600*550 mm.