

Тривим?рний друк ма? очевидну перевагу в швидкост? при виробництв? невеликих сер?й ? при розробц? певних тип?в проект?в, таких як автомоб?льна, аерокосм?чна, ав?ац?йна, в?йськова, потяги, мотоцикли, корабл?, механ?чне обладнання, водян? насоси, керам?ка тощо.
Р?зноман?тн?сть традиц?йних ливарних продукт?в, як? важко виготовити, тепер можна виготовити за допомогою 3D-друку, наприклад, лопатки турб?ни д?аметром 0,5 мм, р?зн? внутр?шн? канали для охолодження масла та р?зноман?тн? структурно складн? виливки.
Для вироб?в мистецтва також можуть широко використовуватися р?зн? типи форм для масового виробництва.
3D-друк сприя? розвитку ливарно? промисловост?
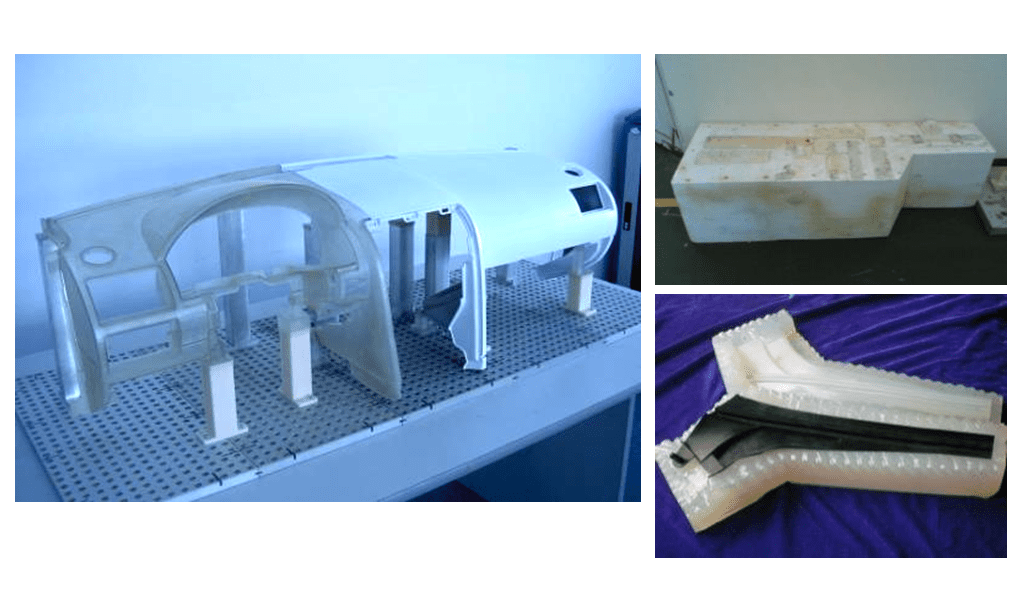
Вакуумне лиття
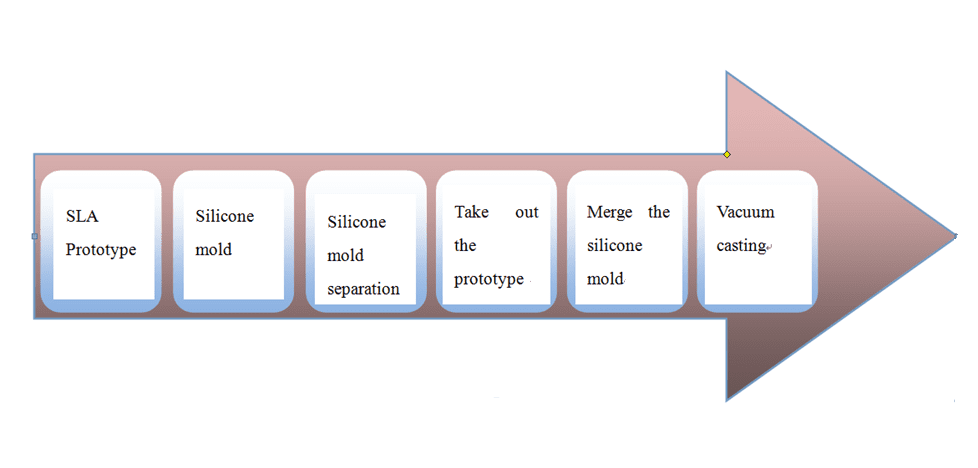
Заснована на застосуванн? технолог?? RP, нова л?н?я розробки продукт?в, яка використовувала сил?конову гуму RTV та вакуумне лиття, зараз широко застосову?ться в галуз? автомоб?льно?, електронно? та медично? галуз?.

RIM: Лиття п?д тиском п?д тиском (Епоксидне лиття)
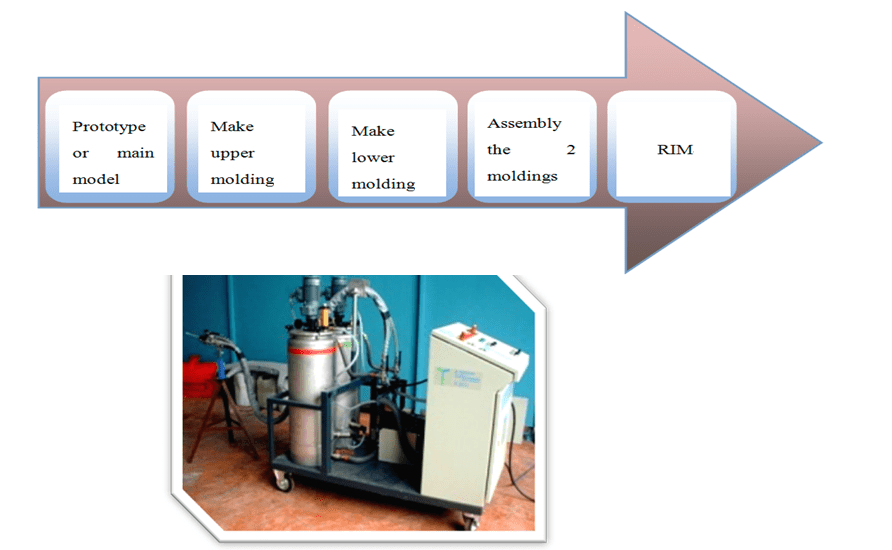
RIM — це новий процес, застосований для виробництва швидкого формування. Це сум?ш двокомпонентних пол?уретанових матер?ал?в, як? вводять у швидку прес-форму при нормальн?й температур? та низькому тиску та утворюють за допомогою х?м?чних ? ф?зичних процес?в, таких як пол?меризац?я, зшивання та затверд?ння матер?ал?в.
В?н ма? так? переваги, як висока ефективн?сть, короткий виробничий цикл, простий процес ? низька варт?сть. В?н п?дходить для невеликого пробного виробництва в процес? розробки продукту, а також для невеликого виробництва, просто? конструкц?? кришки та виробництва великих товстост?нних ? нер?вних товстост?нних вироб?в.
застосовн? форми: форма з? смоли, форма з АБС, форма з алюм?н??вого сплаву
матер?ал лиття: двокомпонентний пол?уретан
Ф?зичн? властивост? матер?алу: схожий на PP / ABS, продукт ма? антистар?ння, сильну ударост?йк?сть, високий ступ?нь п?дгонки, легке завантаження та розвантаження
Принцип роботи перфуз?йного формування RIM при низькому тиску поляга? в наступному: попередньо сформована двокомпонентна (або багатокомпонентна) р?дка сировина пода?ться в зм?шувальну головку через дозувальний насос у певному сп?вв?дношенн?, а пот?м безперервно залива?ться в прес-форму для формування реакц?йного тверд?ння. Регулювання сп?вв?дношення досяга?ться зм?ною швидкост? насоса, яка контролю?ться одиничним обсягом випуску насоса та часом впорскування.

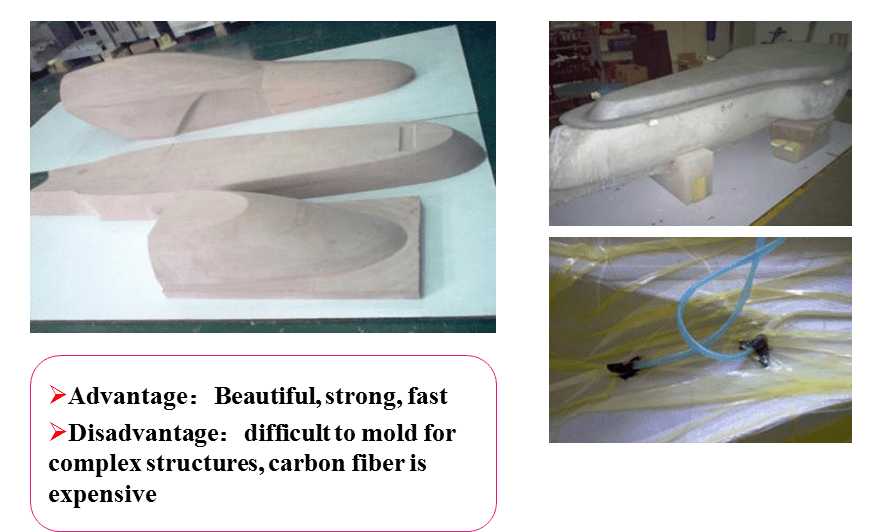
Введення вакууму з вуглецевого волокна / армованого волокном пластику (FRP).
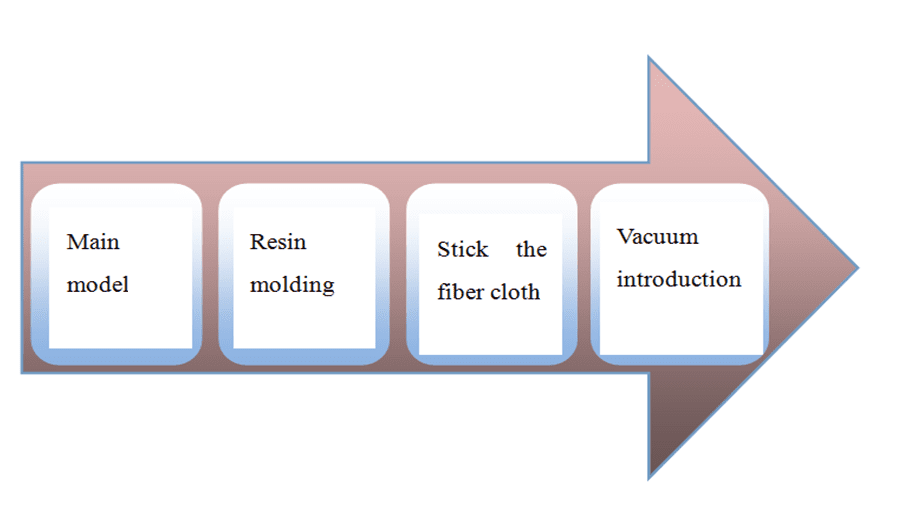
Основний принцип процесу введення вакууму стосу?ться укладання скловолокна, склотканини, р?зних вставок, розд?льно? тканини, проникного для смоли шару, укладання трубопроводу для смоли та покриття нейлону (або гуми на затверд?лому шар? гелевого покриття). Сил?конова) гнучка пл?вка (тобто вакуумний м?шок), пл?вка та перифер?я порожнини щ?льно запечатан?.
Порожнина вакууму?ться, ? смола вводиться в порожнину. Процес формування, п?д час якого смола просочу?ться вздовж смоляно? труби та поверхн? волокна п?д вакуумом для просочування пучка волокон при к?мнатн?й температур? або при нагр?ванн?.
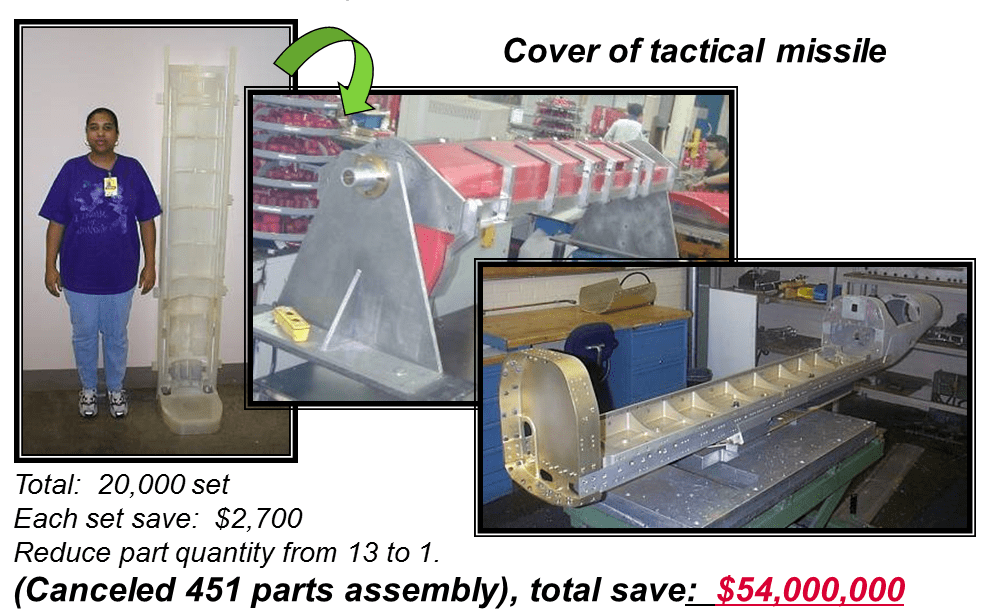
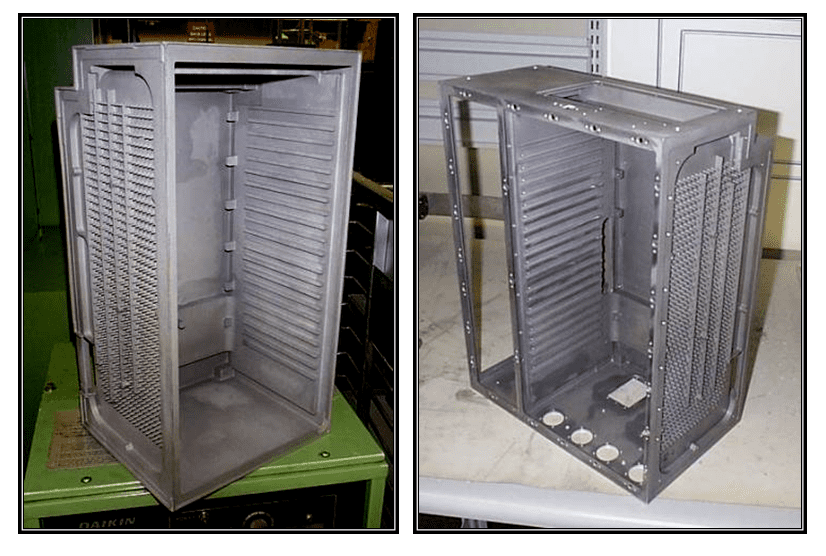
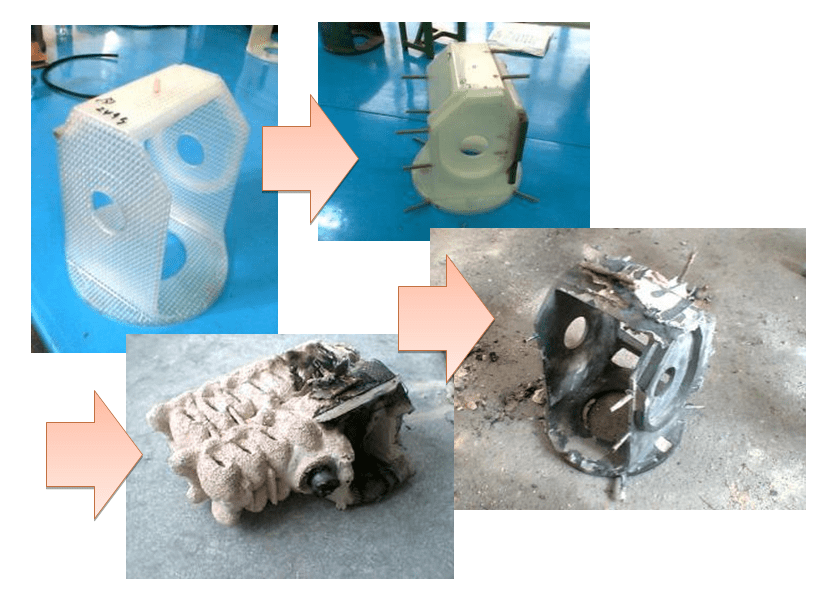
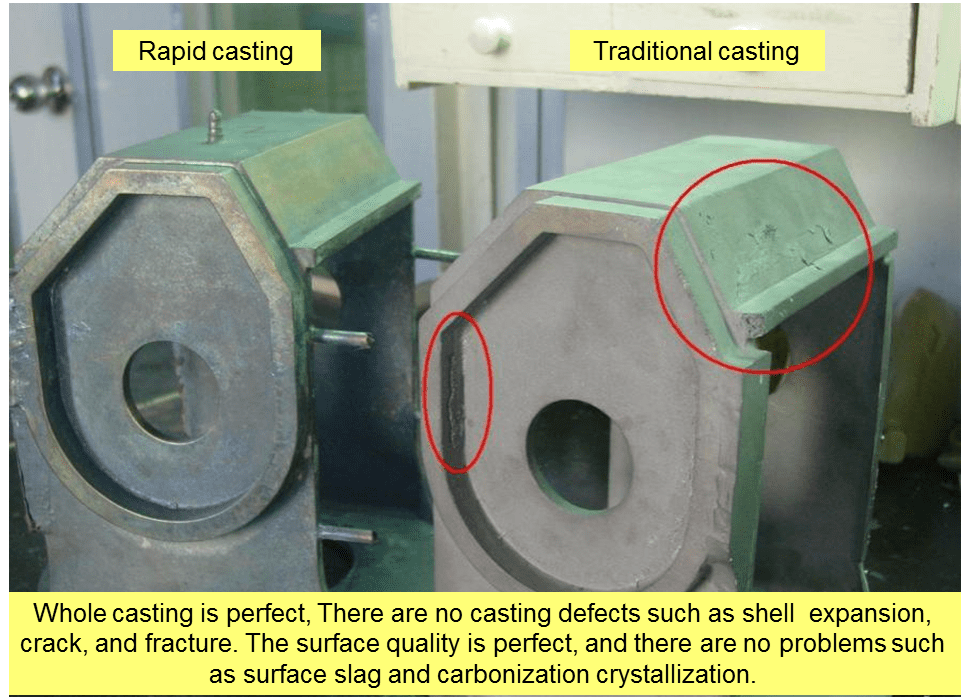
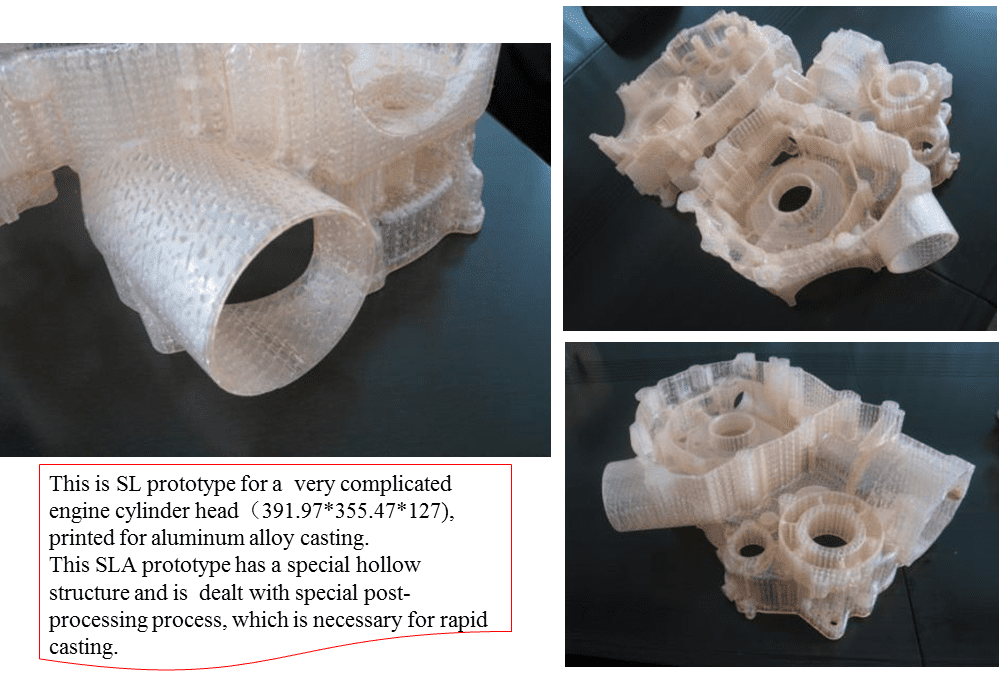
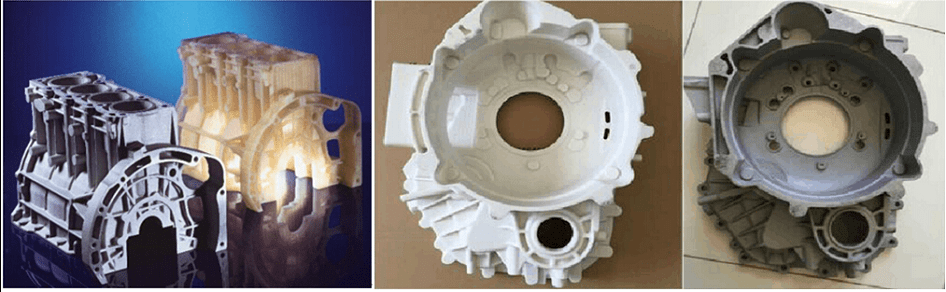
Швидке лиття
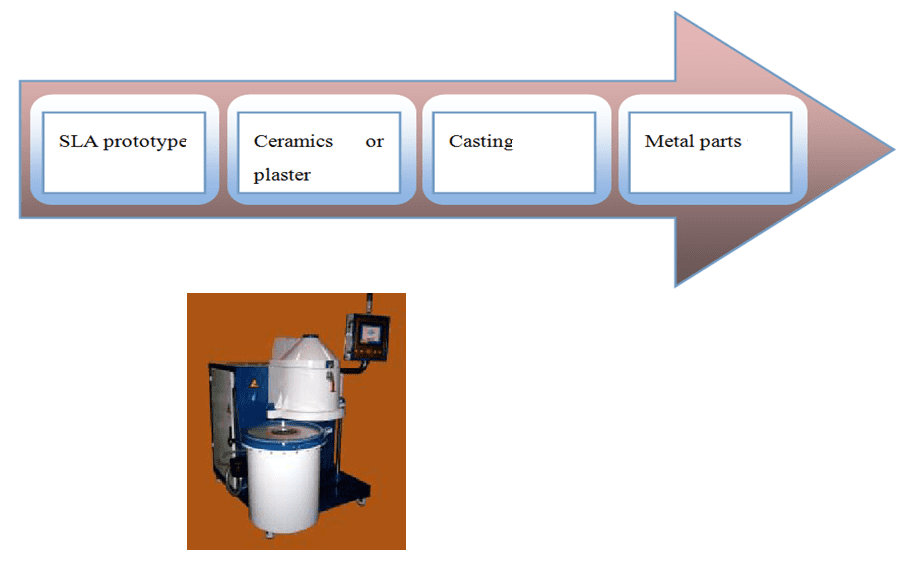
По?днання технолог?? 3D-друку та традиц?йно? технолог?? лиття призвело до технолог?? швидкого лиття. Основний принцип поляга? у використанн? технолог?? 3D-друку для прямого чи опосередкованого друку втрачено? п?ни, пол?етиленово? форми, зразка воску, шаблону, форми, серцевини або оболонки для лиття, а пот?м по?днання традиц?йного процесу лиття для швидкого лиття металевих деталей.
По?днання технолог?? 3D-друку та процесу лиття да? повну перевагу швидкому 3D-друку, низьк?й вартост?, можливост? виготовляти складн? детал? та в?дливати будь-який вид металу, не впливаючи на форму та розм?р, а також низьку варт?сть. ?х по?днання можна використовувати для уникнення слабких м?сць, значно спрощуючи та скорочуючи процес тривалого проектування, модиф?кац??, переробки до формування.
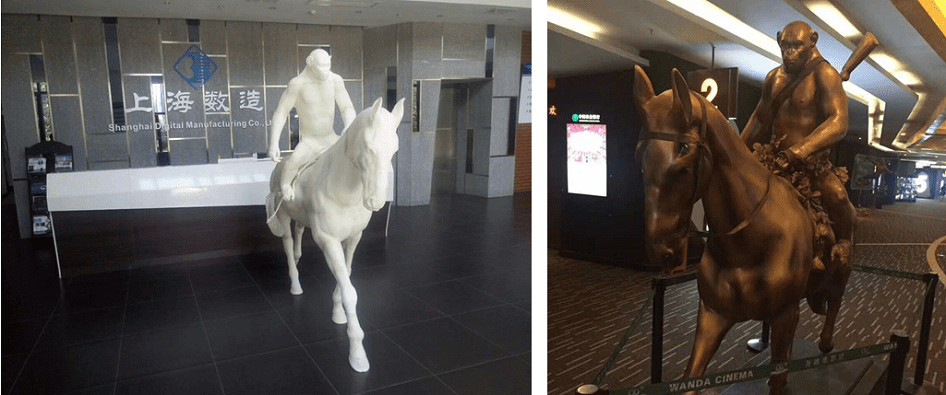
Лиття по моделлю
Лиття за виплавленими моделями в?дноситься до в?дносно нового методу лиття металу, також в?домого як лиття у форму, випаровування та лиття без порожнин. Прототип виготовлений з п?нопласту (П?НОПЛАСТ) ? зазвичай п?нопол?стиролу. Позитивна форма заповню?ться литим п?ском (FOVNDRY SAND), щоб утворити форму (MOLD), ? те саме стосу?ться негативно? форми. Коли розплавлений метал вводять у форму (тобто у форму з пол?стиролу), п?на випарову?ться або втрача?ться, залишаючи негативну форму з ливарного п?ску, заповнену розплавленим металом. П?зн?ше цей метод лиття був прийнятий сп?льнотою скульптор?в ? зараз використову?ться в промисловому виробництв?.
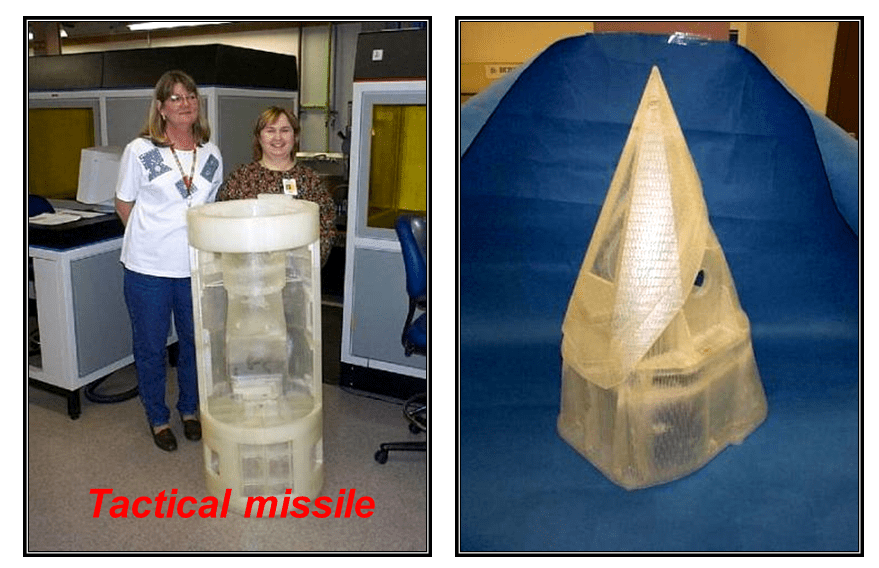
Рекомендовано 3D-принтер SL
Рекоменду?ться 3D-принтер SL великого розм?ру, наприклад 3DSL-600Hi з об’?мом складання 600 *600*400 мм ? б?льший пристр?й 3DSL-800Hi з об’?мом складання 800*600*550 мм.